Prusament ASA
ASA kann als echter Nachfolger von ABS angesehen werden. Im Vergleich zu ABS ist es UV-stabil, schrumpft nicht so stark und die entstehenden Dämpfe sind viel weniger auffällig.
- Hohe Temperaturbeständigkeit
- Kann mit Acetondämpfen geglättet werden
- Recycelbar
- Strapazierfähig
- UV-beständig
- Alle Details
Eigenschaften
Vorteile
- Ideal für den Außeneinsatz - UV-beständig
- Hohe Temperaturbeständigkeit
- Detaillierte Ausdrucke ohne Fädenzieher-Effekt
- Kann mit Acetondämpfen geglättet werden
- Leicht schleifbar / nachbearbeitbar
- Hervorragende Schichthaftung
- Löslich in Aceton - kann zum Kleben verwendet werden.
- Hohe Schlag- und Verschleißfestigkeit
- Strapazierfähig
- Recycelbar
Nachteile
- Große Modelle haben eine Tendenz zum Verziehen
- Verursacht Gerüche beim Drucken (weniger als ABS)
- Enthält Styrol
- Erfordert hohe Drucktemperaturen
- Hygroskopisch
Anwendung

Hochtemperaturbeständige Teile
Durch die Hochtemperaturbeständigkeit bis 93 °C ist ASA eine gute Wahl für hitzebeanspruchte Teile. Auch die Lüfterhaube des Original Prusa i3 MK3S ist jetzt aus ASA-Material gefertigt.
Geglättete Oberfläche
ASA kann seinen Platz in Projekten finden, in denen eine glatte Oberfläche benötigt wird, ähnlich einer mit Autolack behandelten Oberfläche. Dies führt aber auch zum Verlust von kleinen Details und zur Verrundung von scharfen Kanten.


Außeneinsatz
Dank der UV-Stabilität ist ASA die ideale Wahl für den Außeneinsatz. Das Material behält seine Zähigkeit und Haltbarkeit über einen langen Zeitraum und vergilbt nicht.
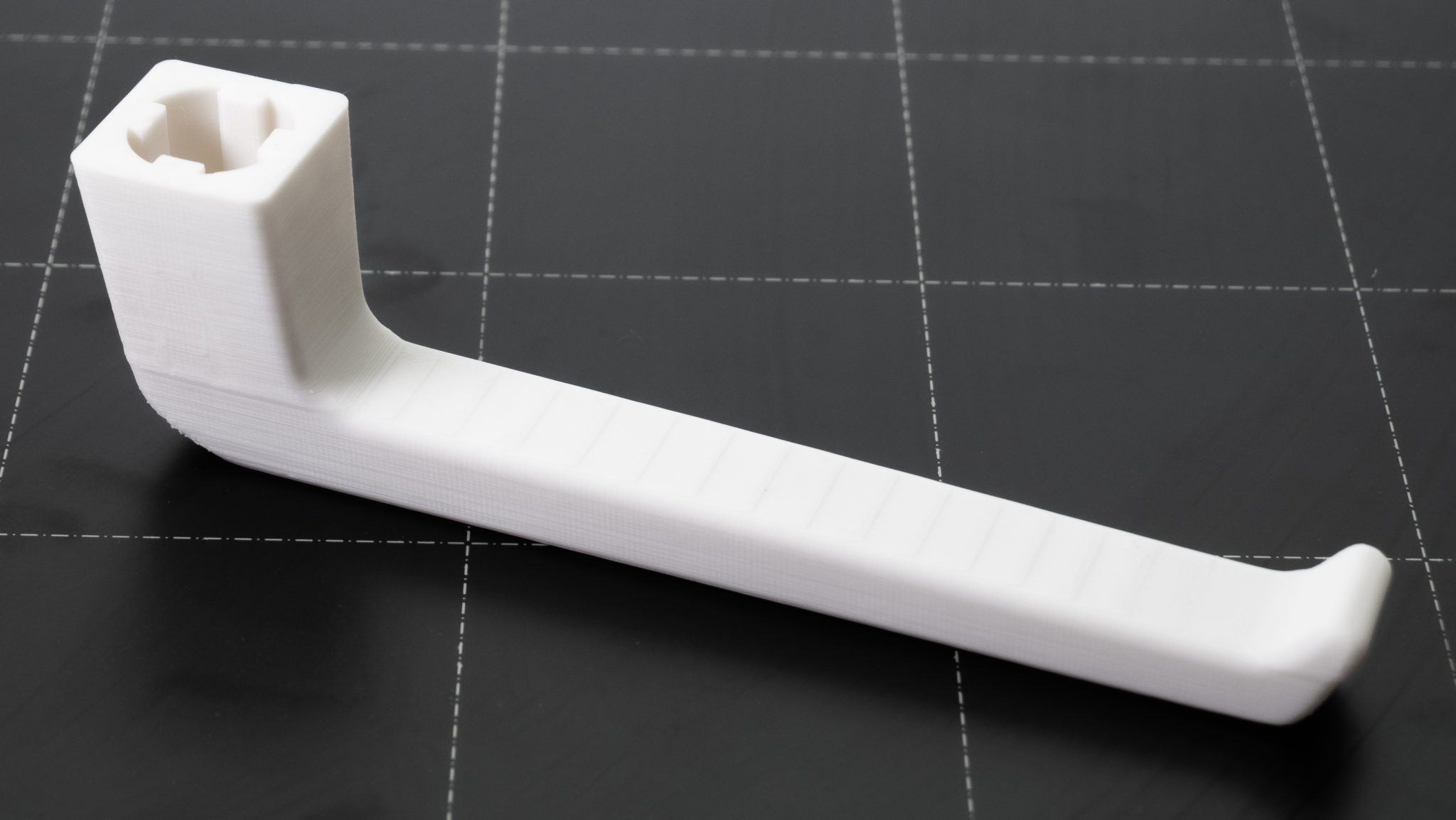
Mechanische Teile
Aufgrund der Notwendigkeit von Zähigkeit, Festigkeit und Haltbarkeit ist der Fahrradflaschenhalter ein typisches Anwendungsbeispiel für ASA-Material.

Details
- Schwierigkeit des Drucks
- Mittel
- Temperaturbeständigkeit
- 93 °C
- Zähigkeit
- Hoch
- Anfälligkeit gegen Verziehen
- Hoch
- Geruch
- Ja
- Nachbearbeitung
- Einfach
- Einfach zu schleifen (nass und trocken)
- Löslichkeit
- Ja
- Aceton
- Elastizität
- Mittel
- Druckgeschwindigkeit
- Schnell
- Details
- 0,10 mm und mehr
- Abriebverhalten
- Keine
- Bruchfestigkeit
- Ja
ASA kann als echter Nachfolger von ABS angesehen werden. Im Vergleich zu ABS ist es UV-stabil, schrumpft nicht so stark und die entstehenden Dämpfe sind viel weniger auffällig. ASA 3D-Drucke sind langlebig, robust und eignen sich für eine Vielzahl von Anwendungen. Auch die Verfestigungstemperatur ist höher als bei PLA und PETG, was den von ASA bedruckten Objekten eine ausgezeichnete Temperaturbeständigkeit verleiht – bis zu Temperaturen um 93 °C gibt es keine Anzeichen von Verformung. Dank all dieser Eigenschaften eignet sich ASA besonders gut für den Druck von Objekten, die für den langfristigen Außeneinsatz bestimmt sind.
Allerdings können Sie immer noch einige Probleme im Zusammenhang mit dem Schrumpfen (Verziehen) des Materials haben – besonders beim Drucken größerer Modelle. Selbst wenn das Heizbett auf 110°C eingestellt ist, können die Drucke schrumpfen und sich verziehen, so dass sie sich vom Druckbett lösen. Im Vergleich zu ABS sind die Auswirkungen jedoch deutlich geringer. Dieses Problem kann durch Drucken in einer Einfassung oder durch Hinzufügen von einer hohen Schürze um das Objekt herum behoben werden.
Sicherheitsdatenblatt herunterladen (PDF)
Anforderungen an den Drucker
| Bett | Temperatur: 110 ± 5 °C Beheiztes Bett empfohlen Schürze oder Einhausung Empfohlen |
|---|---|
| Druckoberfläche | PEI-Folie Glasplatte |
| Extruder | Temperatur: 260 ± 5 °C Kein spezielles Hot-End erforderlich |
| Kühlung | Teil Kühlgebläse erforderlich Ventilatorgeschwindigkeit: 30% |
Verfügbare Farben

Anfänger Tipps und Tricks
Druckbettvorbereitung
Für den ASA-Druck empfehlen wir die Verwendung des glatten PEI-Federstahlblechs. Bei dem pulverbeschichteten Blech kann die Haftung des Materials zu stark sein, was zu einer Beschädigung der Oberfläche des Blechs führen kann. Die reibungslose Plattenvorbereitung ist einfach: Reinigen Sie die Oberfläche einfach mit Isopropylalkohol. Um den Druck zu entfernen, warten Sie, bis er sich abgekühlt hat – er lässt sich dann leicht ablösen.
Nachbearbeitung
ASA ist ein Material, das sich leicht nachbearbeiten lässt. Es ist möglich, die Teile im Nass- oder Trockenschliff zu schleifen, mit Acetondämpfen zu glätten und mit Aceton zu verkleben. Das Ergebnis der Acetonnachbehandlung ist eine sehr glänzende, glatte Oberfläche, ähnlich einer mit Autolack behandelten Oberfläche. Dies führt aber auch zum Verlust von kleinen Details und zur Verrundung von scharfen Kanten.
Vorgestellte ASA Drucke