Prusament PETG
PETG jest jednym z najczęściej używanych filamentów Jest doskonałym wyborem do druku części narażonych na naprężenia mechaniczne. W porównaniu do PLA jest bardziej wytrzymały temperaturowo, bardziej elastyczny i mniej kruchy.
- Durable & Tough
- Łatwy w drukowaniu
- Łatwy w druku
- Mocny i sztywny
- Niski skurcz
- Niskie wypaczanie
- Odporny na temperatury
- Strength & Rigid
- Temperature resistant
- Trwały i wytrzymały
- Wszystkie szczegóły
Charakterystyka
Zalety
- Wysoka wytrzymałość temperaturowa
- Łatwość druku
- Niski skurcz i podwijanie
- Wytrzymałość
- Elastyczność
- Łatwość szlifowania
- Praktycznie nie wydziela zapachu podczas drukowania
- Gładkie i błyszczące wykończenie powierzchni
- Silne przyleganie warstw
- Niska higroskopijność
- Nadaje się do recyklingu
Wady
- Nie nadaje się do małych części
- Podatność na nitkowanie
- Problematyczność przy drukowaniu mostów
- Silne przyleganie do stołu - zachowaj ostrożność odklejając wydruk
- Brak możliwości wygładzania acetonem w porównaniu z ABS
- Podpory są trudne do usunięcia
- Podatność na zarysowania (bardziej niż PLA)
Zastosowanie

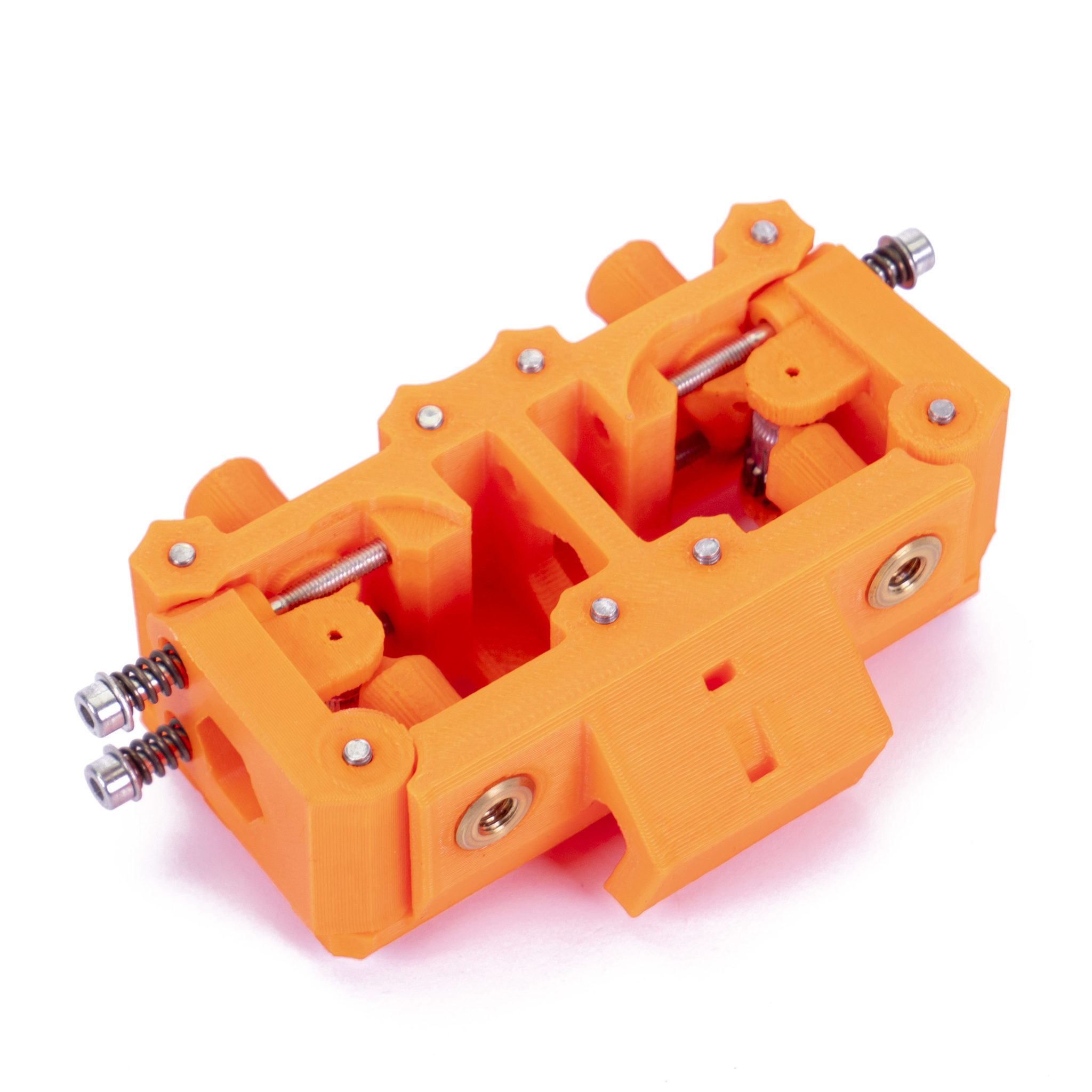
Części mechaniczne
PETG, dzięki swojej wytrzymałości i trwałości, jest doskonałym wyborem do druku części mechanicznych. Również plastikowe części drukarek 3D Original Prusa są wykonane z materiału PETG.
Uchwyty
PETG świetnie nadaje się do druku uchwytów i zacisków w Twojej pracowni.


Wydruki wodoszczelne
Dzięki silnemu przyleganiu warstw, wydruki z PETG nadają się do wydruków wodoszczelnych.
Szczegóły
- Trudność druku
- Łatwa do średniej
- Wytrzymałość temperaturowa
- 68 °C
- Wytrzymałość
- Wysoka
- Podatność na podwijanie
- Niska
- Zapach
- Brak zapachu
- Łatwość obróbki
- Średnia
- Łatwy w szlifowaniu
- Rozpuszczalność
- Nie
- Elastyczność
- Niska
- Prędkość druku
- Szybka
- Szczegółowość
- 0,15 mm i wyżej
- Ścierność
- Brak
- Trudna łamliwość
- Tak
PETG jest jednym z naszych ulubionych materiałów. Drukuje się prawie tak łatwo jak PLA, ale zapewnia właściwości, które są nieosiągalne dla PLA.
Literka “G” w skrócie PETG oznacza glikol, który jest dodawany w trakcie procesu wytwarzania. Glikol zmienia właściwości PET, tak aby, był łatwiejszy w drukowaniu, mniej kruchy i bardziej przejrzysty w niektórych wariantach. PETG ma niską rozszerzalność cieplną, więc rzadko się podwija i wygina, nawet podczas drukowania dużych modeli bez obudowy. PETG jest również ciągliwy. Zapewnia odpowiednią elastyczność, która może zapobiec pękaniu części pod obciążeniem.
W przeciwieństwie do PLA i ABS, PETG wycieka z dyszy w większym stopniu, co może powodować nitkowanie. Możesz je zmniejszyć przez zwiększenie retrakcji i zmianę temperatury druku, ale jeśli użyjesz naszych profili filamentów w PrusaSlicer lub PrusaControl, to nitkowanie będzie minimalne, bo zrobiliśmy to za Ciebie. Jeśli jednak zauważysz nitki na wydruku, to możesz je usunąć szybkim ruchem opalarki.
Jeśli nie przeszkadza Ci nitkowanie i bardzo silna adhezja, to otrzymasz wytrzymały wydruk, z dość wysoką odpornością na temperatury, nadający się do użytku zarówno wewnątrz jak i na zewnątrz.
Pobierz Kartę Charakterystyki (PDF)
Wymagania dla drukarki
| Stół | Temperatura: 80 ± 10 °C Podgrzewany stół zalecany Obudowa nie wymagana |
|---|---|
| Powierzchnia druku | PEI Tafla szkła Taśma malarska Klej do papieru |
| Ekstruder | Temperatura: 250 ± 10 °C Nie wymaga specjalnego hotendu |
| Chłodzenie | Wymagane chłodzenie Prędkość wentylatora: 50% |
Dostępne kolory















Porady i wskazówki dla początkujących
Przygotowanie powierzchni druku
Najważniejszą czynnością dla uzyskania najlepszej przyczepności do powierzchni druku jest utrzymanie jej w czystości. W tym przypadku nie zalecamy używania alkoholu izopropylowego, ponieważ adhezja może być nawet zbyt silna. Możesz użyć kleju w sztyfcie jako separatora, jednak lepszym wyborem jest płyn do mycia szyb.
Nasącz bezzapachowy ręcznik papierowy niewielką ilością płynu do mycia szyb i wytrzyj powierzchnię. Dla lepszych rezultatów stół powinien być chłodny podczas czyszczenia. Jeśli jest już nagrzany do druku PETG, to miej na uwadze, że płyn wyparuje, zanim zdąży cokolwiek wyczyścić. Inną metodą jest wytarcie stołu ręcznikiem papierowym nasączonym ciepłą wodą z kilkoma kroplami płynu do mycia naczyń.
Szlifowanie
Podczas obróbki PETG możliwe jest zarówno szlifowanie na sucho, jak i na mokro.
Chłodzenie
Podczas drukowania z PETG masz kilka możliwości chłodzenia do rozważenia. Szybkie schłodzenie pomoże wydrukować szczegóły bez nitkowania. Jeśli natomiast potrzebujesz najwyższej przyczepności warstw, to wyłącz wentylator wydruku. Zalecamy wyłączenie chłodzenia na kilku pierwszych warstwach, aby nie dopuścić do podwijania materiału i włączenie go na połowę mocy powyżej.
Liczba obrysów a wytrzymałość
Jeśli potrzebujesz wytrzymałej części, to zwiększ liczbę obrysów, zamiast gęstości wypełnienia, ponieważ większa część trwałości wydruku pochodzi z jego zewnętrznej warstwy.
PETG wydruków