Prusament PLA
Il PLA è il filamento più comunemente usato. È un materiale molto forte e facile da stampare. La scelta perfetta per stampare oggetti grandi grazie alla ridotta espansione termica (poca o nessuna distorsione) e per stampare oggetti piccoli grazie alla sua bassa temperatura di fusione.
- Bassa deformazione
- Duro e robusto
- Facile da stampare
- Friabile
- Tutti i dettagli
Caratteristiche
Pro
- Facile da stampare
- Potete stampare parti minuscole
- Potete stampare oggetti enormi
- Duro e resistente
- Ridotta distorsione
Contro
- Fragile
- Ridotta resistenza al calore
- Lavorazione post stampa difficile
Applicazione

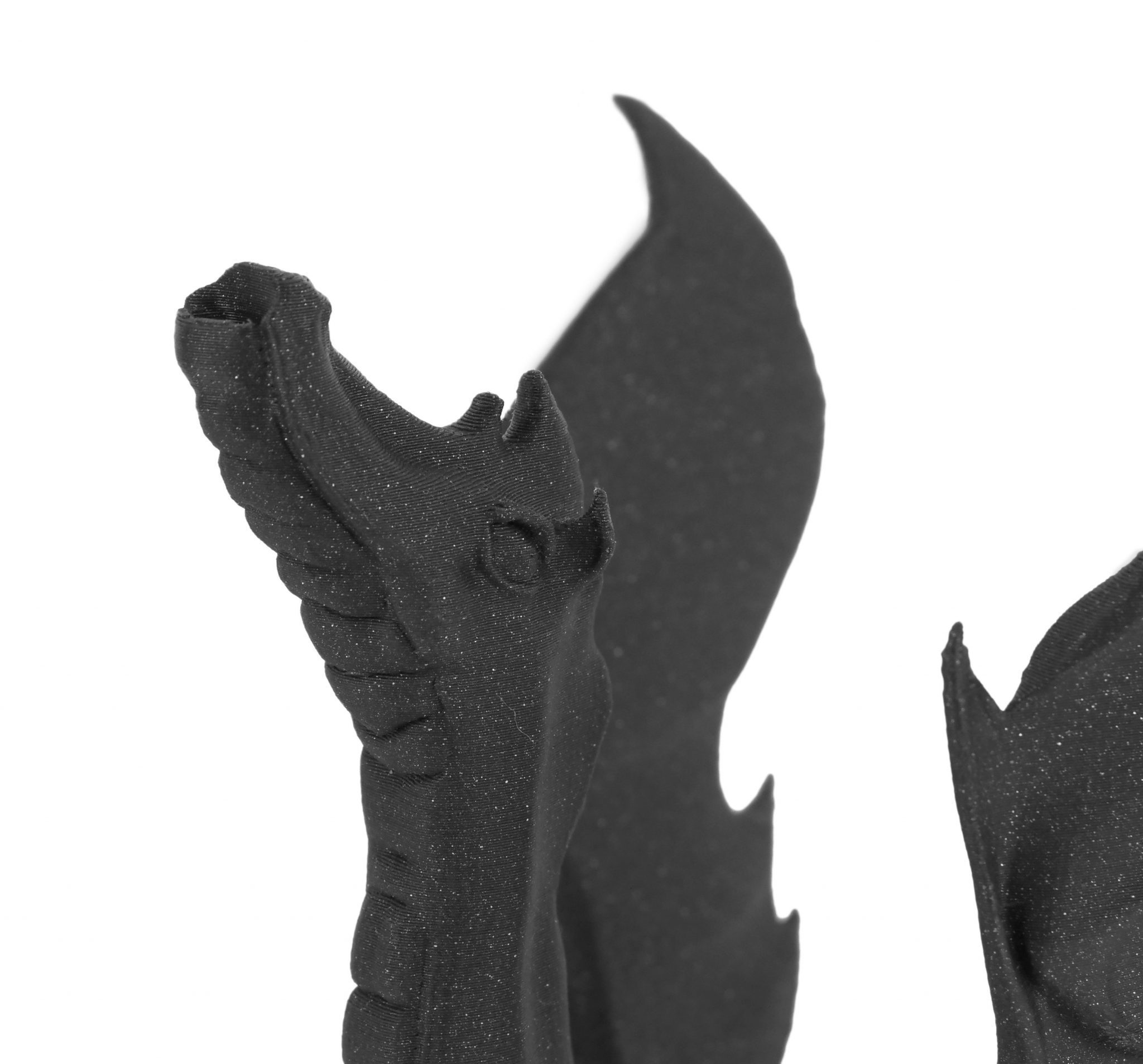
Modellini
I modellini includono moltissimi piccoli dettagli. Stamparli in PLA è facile quasi a qualunque dimensione
Gioielli
Il PLA è perfetto per stampare oggetti piccoli e pieni di dettagli, come ad esempio dei gioielli. Che sia una collana o un paio di orecchini, potete aspettarvi bordi puliti e pochi fili, specialmente se utilizzate un ugello di piccole dimensioni.


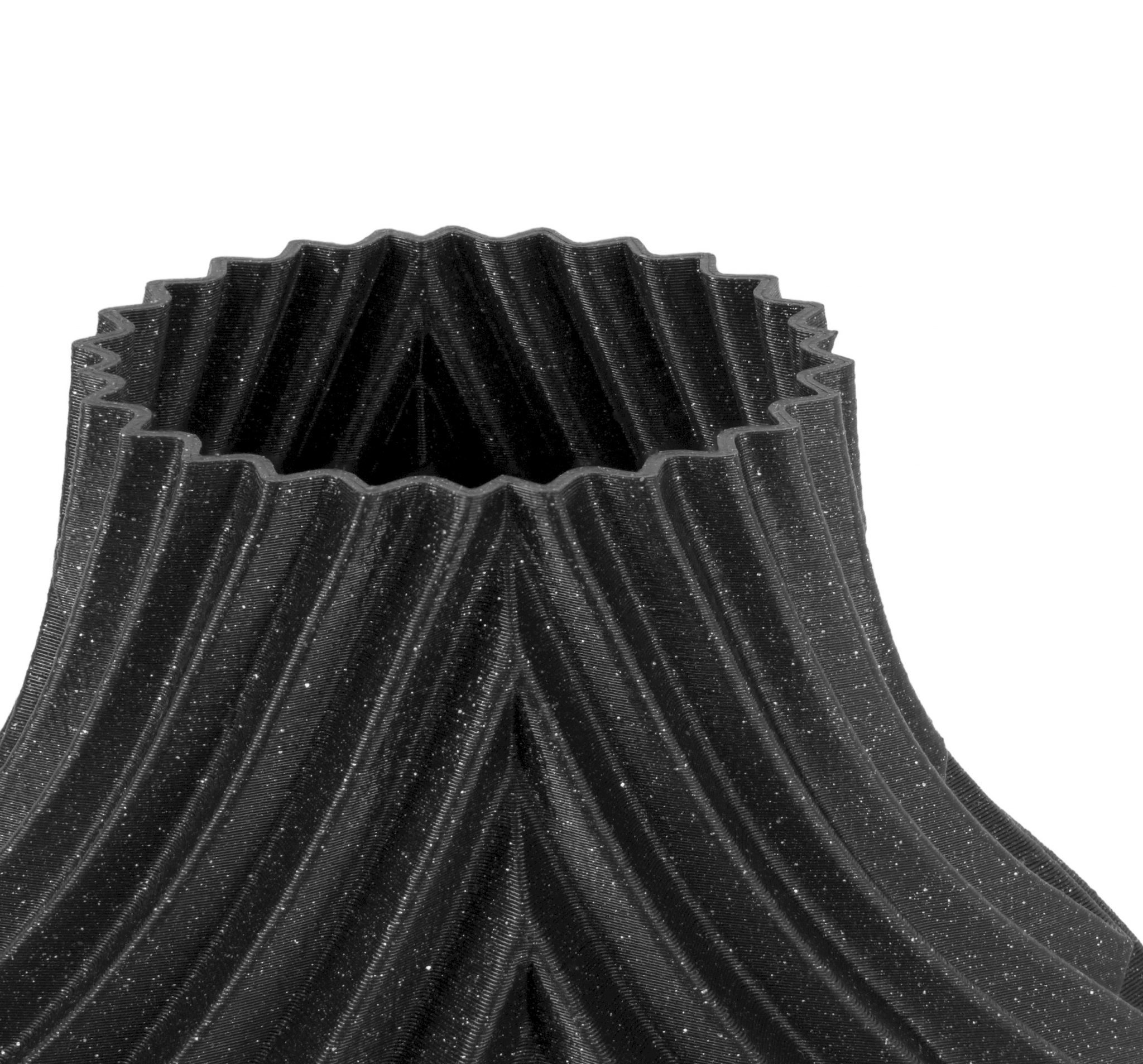
Grosse stampe
Grazie alla ridotta espansione termica, il PLA è un’ottima scelta per stampe di grandi dimensioni. Nessuna distorsione, nessuna separazione degli strati. Utilizzate il pieno potenziale del vostro volume di stampa!
Dettagli
- Difficoltà di stampa
- Facile
- Resistenza al calore
- Al di sotto dei 70°C
- Resistenza
- Media
- Prono a distorsioni in stampa
- Nessuno
- Odore
- Senza odori
- Post produzione
- Difficile
- Carteggio con acqua
- Solubilità
- Molto difficile
- In sostanze chimiche pericolose
- Elasticità
- Nessuno
- Velocità di stampa
- Veloce
- Dettagli
- Sotto 0.2 mm
- Abrasività
- Nessuno
- Difficile da rompere
- No
Il PLA ha un punto di fusione relativamente basso di circa 175 gradi centigradi. Diversamente dai così detti materiali termoindurenti, il PLA può essere scaldato oltre il suo punto di fusione svariate volte con pochissima degradazione. E’ anche un materiale molto duro, ciò significa che tende anche ad essere leggermente friabile, ed una volta rotto va in frantumi.
Il miglior uso del PLA è per la stampa di modelli concettuali, prototipi, miniature, gioielleria, giocattoli a bassa usura, ecc.
Purtroppo però, il PLA non è un materiale perfetto e, proprio come qualunque altra plastica, ha alcuni svantaggi. La bassa temperatura di fusione comporta anche una bassa resistenza termica. Le parti iniziano a perdere la forza meccanica con temperature superiori ai 60 °C.
La combinazione di essere poco resistente ai raggi UV e di avere una resistenza alle basse temperature significa che non è ideale per l’uso esterno.
Il PLA è solubile solamente con sostanze chimiche come il cloroformio o benzene caldo. Utilizza la colla per collegare diverse parti tra di loro.
Anche se il PLA è il materiale di per sé è sicuro per il cibo, non suggeriamo di bere o mangiare ripetutamente dalle vostre stampe 3D. Questo perchè le piccole fratture sulla superficie di stampa possono causare nel tempo il proliferare di batteri. E’ comunque possibile impedirlo applicando un rivestimento adatto al contatto con gli alimenti.
Requisiti stampante
| Piano | Temperatura: 40–60 °C Piano riscaldato opzionale Enclosure non richiesta |
|---|---|
| Superficie di stampa | PEI Piano in vetro Nastro da pittore colla stick |
| Estrusore | Temperatura: 210 ± 10 °C Nessun estrusore speciale richiesto |
| Raffreddamento | Richiesta ventola di raffreddamento Velocità ventola: 100% |
Colori disponibili





























Suggerimenti per principianti
Preparazione della superfice di stampa
Per ottenere la migliore adesione alla superfice di stampa, è importante mantenerla pulita. Pulire la superfice è semplice: la migliore opzione è l’isopropanolo (disponibile nelle farmacie) che funziona al meglio non solo per il PLA ma anche per gli altri materiali.
Versate una piccola quantità di isopropanolo su un tovagliolo di carta pulito e strofinate la superfice di stampa. Il ripiano dovrebbe essere pulito ’s da freddo per i migliori risultati, ma può anche essere pulito a temperature da PLA, prestando attenzione a non toccare la superfice calda o l’ugello. Tenete amente che a temperature più alte l’alcol evaporerà prima di aver pulito alcunchè. In alternativa potete pulire il ripiano conacqua tiepida e qualche goccia di sapone per piatti su un fazzoletto di carta. L’alcol denaturato è un’altra opzione.
Carteggio
Quando carteggiate il PLA è meglio bagnarlo. Senza acqua riscalderete la plastica per attrito, sciogliendola localmente e rendendo il processo più difficile.
Raffreddamento
Sentitevi liberi di raffreddare il PLA il più possibile durante la stampa. Con un raffeddamento sufficiente potete stampare ad angoli estremi e creare bridge lunghi.
Numero di perimetri & resistenza
Se avete bisogno di un oggetto più durevole, aumentate il numero di perimetri piuttosto che la percentuale di riempimento, in quanto il maggior contributo alla resistenza viene dalla superfice dell’oggetto.
Stampe PLA proposte