Prusament PLA
PLA is the most commonly used filament. It’s a very strong and easy to print material. The perfect choice for printing large objects thanks to its low thermal expansion (with little to no warping) and for printing tiny parts because of its low melting temperature.
- Brittle
- Easy to print
- Hard and tough
- Low warping
- All details
Characteristics
Pros
- Easy to print
- Can print tiny parts
- Can print huge objects
- Hard
- Low warping
Cons
- Brittle
- Low temperature resistance
- Difficult post-processing
Application

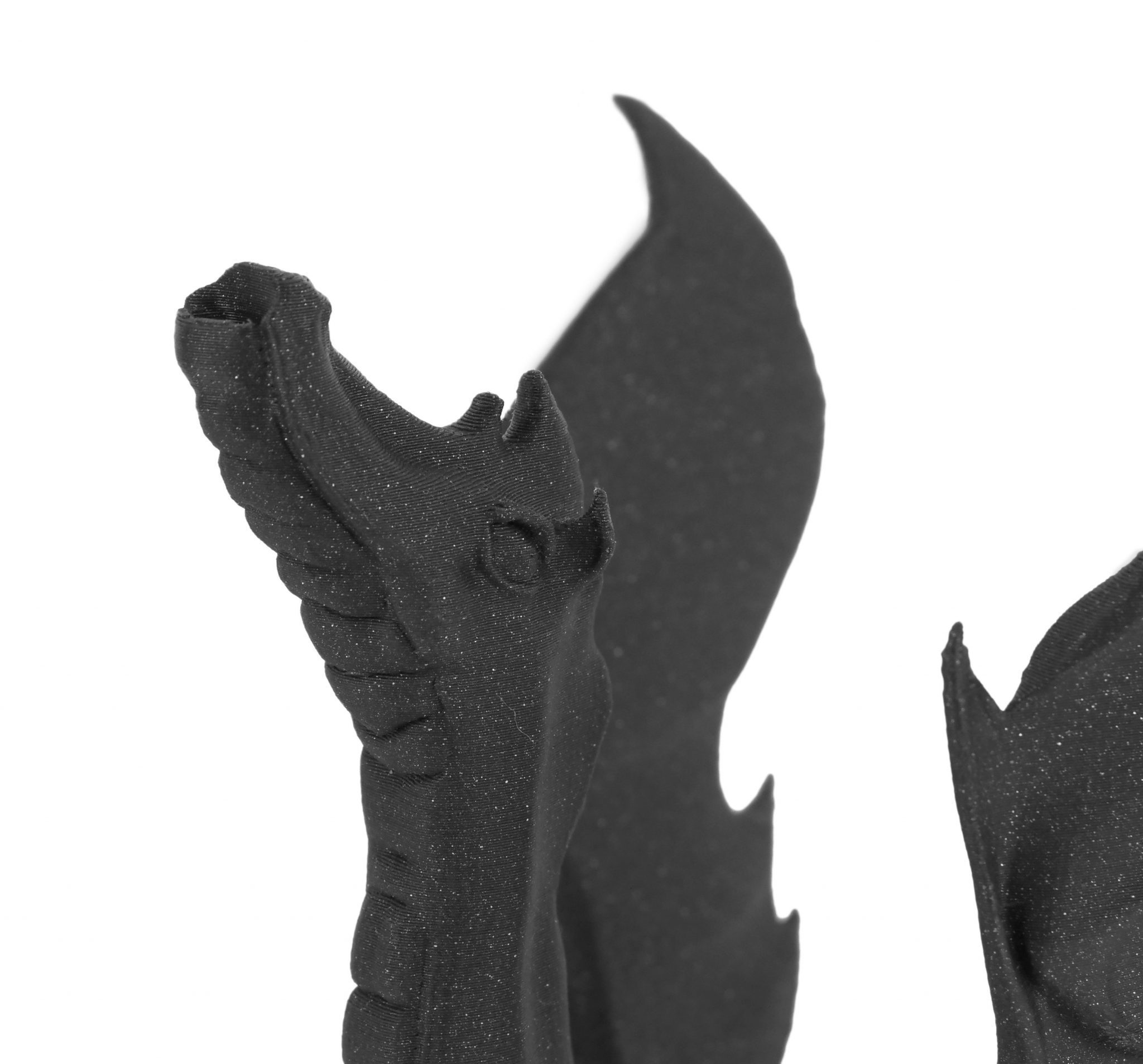
Action figures
Action figures often include tons of small features. Printing them with PLA is easy at almost any scale
Jewelry
PLA is perfect for printing small and detailed objects, such as jewelry. Whether it’s a necklace or an earring, you can expect clean edges and no stringing, especially if coupled with a smaller nozzle.


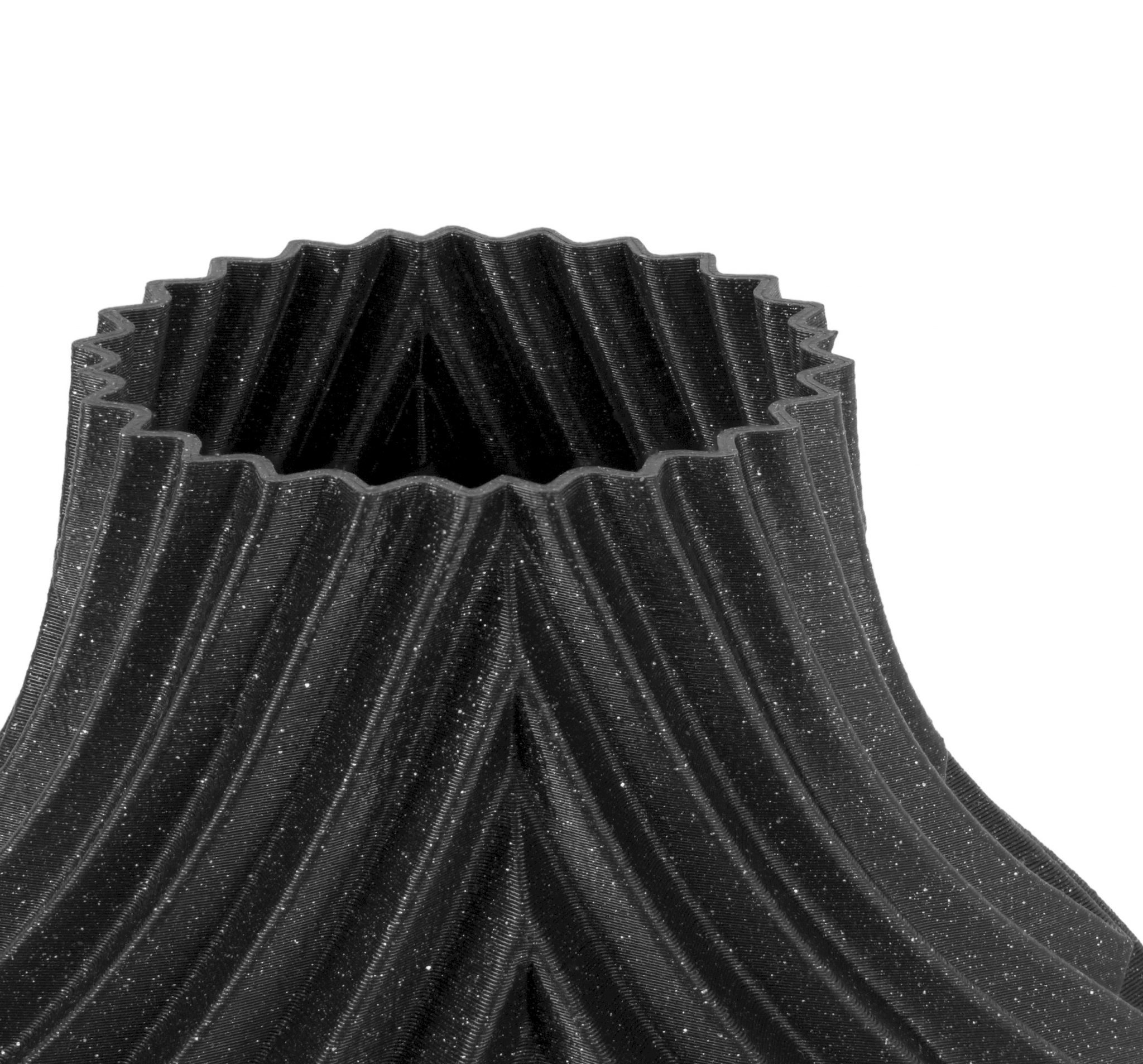
Large prints
Thanks to its minimal thermal expansion, PLA is a great choice for large prints. No warping, no layer separation. Use your build volume to its maximum potential!
Details
- Printing difficulty
- Easy
- Temperature resistance
- 55 °C
- Toughness
- Average
- Susceptibility to warping
- None
- Odor
- No odor
- Post processing
- Difficult
- Wet sanding
- Solubility
- Very difficult
- In dangerous chemicals
- Elasticity
- None
- Print speed
- Fast
- Details
- Under 0.2 mm
- Abrasivity
- None
- Hard to break
- No
PLA melts at a relatively low temperature of about 175 degrees Celsius. Unlike so-called thermoset materials, PLA can be heated past its melting point multiple times with very little degradation. It’s a hard material, but that also means it’s somewhat brittle, and once it breaks, it likes to shatter.
The best use of PLA is for printing concept models, prototypes, miniatures, jewelry, low-wear toys, etc.
However, PLA is not a perfect material and, just like every other plastic, has some disadvantages. The low print temperature also means low-temperature resistance. Parts start to lose mechanical strength at temperatures over 60 °C.
The combination of being both low UV resistance and having low-temperature resistance means that it’s not ideal for outdoor use.
PLA is only soluble in chemicals like chloroform or hot benzene. Use glue to connect multiple parts together.
Even though PLA is the material on its own is food safe, we do not suggest to repeatedly drink or eat from your 3D prints. It’s because of the small fractures in the print surface, which means bacteria can build up in there over time. You can prevent this by applying a food-safe coating.
Download Safety Data Sheet (PDF)
Printer requirements
| Bed | Temperature: 40–60 °C Heated Bed Optional Enclosure not required |
|---|---|
| Print Surface | PEI Glass plate Painter’s tape Glue stick |
| Extruder | Temperature: 210 ± 10 °C No special hot-end required |
| Cooling | Part Cooling Fan Required Fan Speed: 100% |
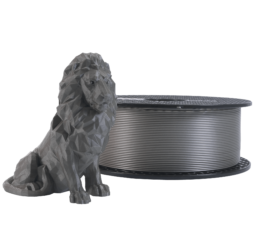
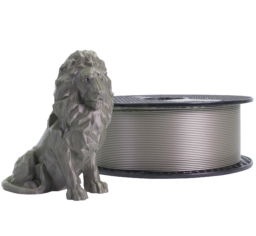
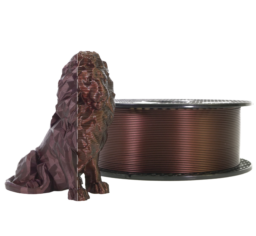
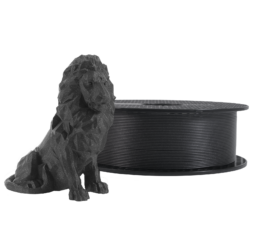
Available colors






























Beginners tips & tricks
Print surface preparation
To achieve the best adhesion of the print surface, it is important to keep it clean. Cleaning the surface is simple: the best option is Isopropyl alcohol (available in drugstores) which works best not just for PLA, but other materials as well.
Pour a small amount of IPA on an unscented paper towel and wipe the print surface. The bed should be cleaned when it’s cold for the best results but it can also be cleaned when already preheated for PLA, just be careful not to touch the bed surface or the nozzle. But keep in mind that when cleaning at higher temperatures, the alcohol will evaporate before it can clean anything. Alternatively, you can clean the bed with warm water and a few drops of dish soap on a paper towel. Denatured alcohol is also another option.
Sanding
When post-processing PLA, it’s better to use wet sanding. Without water you’ll quickly start heating the plastic by friction, it will melt locally and make it hard to keep sanding.
Cooling
Feel free to cool PLA during printing as much as possible. With good enough cooling you can print extreme overhangs and bridge between far away surfaces.
Number of perimeters & strength
If you’re in need of a durable part, increase the number of perimeters rather than increasing the infill percentage as the majority of a 3D print strength comes from its outer shell.
Featured PLA prints