Prusament PETG
Il PETG è uno dei filamenti più comunemente usati. È un’eccellente scelta per la stampa di parti sottoposte a stress meccanico. Rispetto al PLA è più resistente al calore, più flessibile e meno fragile.
- Bassa deformazione
- Durable & Tough
- Durevole & Tenace
- Facile da stampare
- Forza & Rigidezza
- Poca deformazione
- Resistenza termica
- Strength & Rigid
- Temperature resistant
- Tutti i dettagli
Caratteristiche
Pro
- Alta resistenza termica
- Facile da stampare
- Basso restringimento e deformazione
- Forza e durabilità
- Non fragile
- Facile da carteggiare
- Pressoché inodore durante la stampa
- Finitura superficiale lucida e liscia
- Basso assorbimento d'umidità
- Forte adesione strato su strato
- Riciclabile
Contro
- Non adatto a parti piccole
- Incline a filare
- Scarse caratteristiche di bridging
- Forte adesione al piano - fare attenzione nella rimozione della stampa
- Non può essere levigato con acetone come l'ABS
- Supporti più difficili da rimuovere
- Incline a graffiarsi (più del PLA)
Applicazione

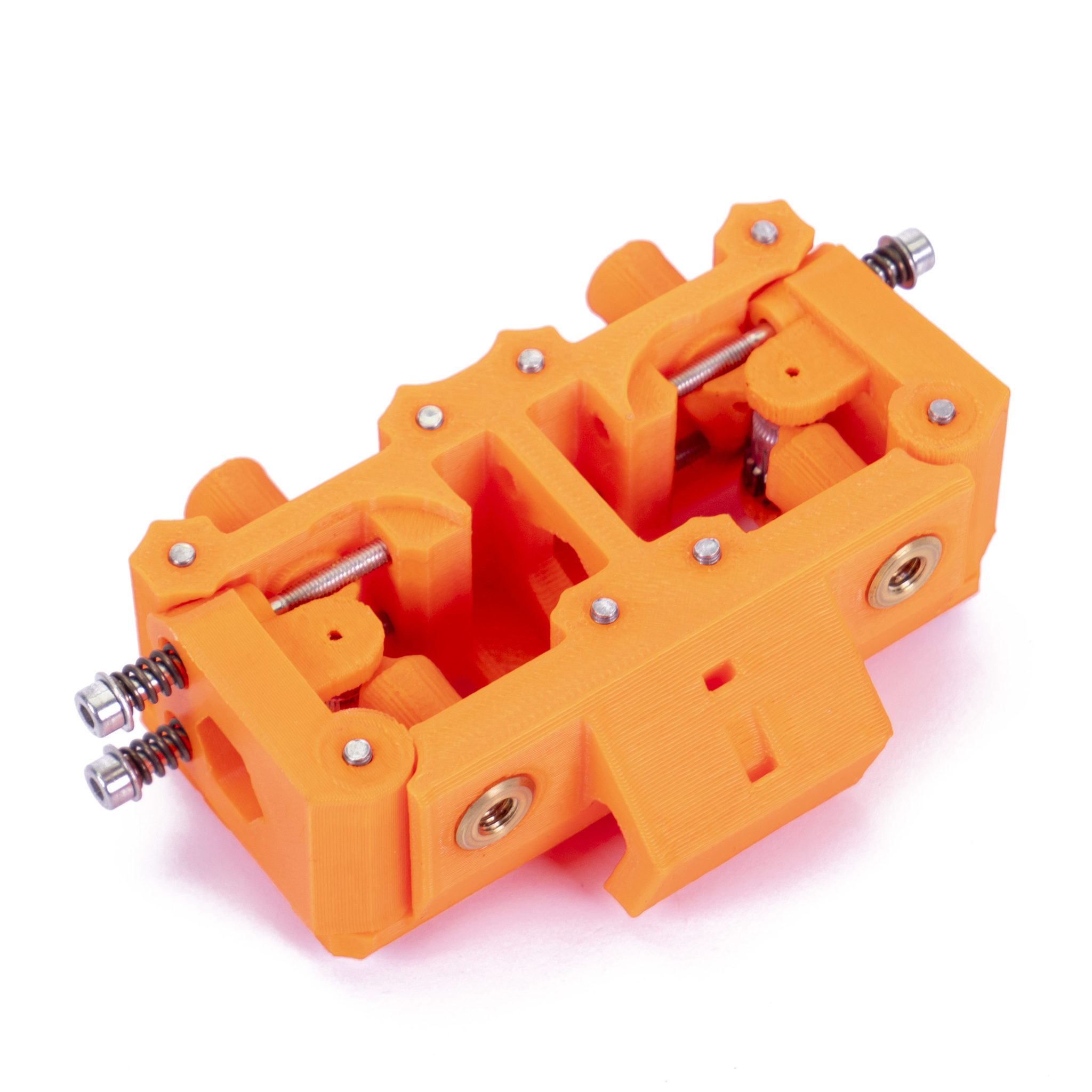
Parti meccaniche
Grazie alla robustezza e durabilità, il PETG è un’ottima scelta per le parti meccaniche. Anche le parti di plastica sulla Original Prusa i3 MK3S sono fatte in PETG.
Supporti
Il PETG è ottimo per stampare qualunque tipo di supporto o morsa nel tuo laboratorio.


Stampe a tenuta d'acqua
Grazie all’eccellente adesione dei layer, le stampe in PETG possono avere anche un utilizzo a tenuta d’acqua.
Dettagli
- Difficoltà di stampa
- da facile a media
- Resistenza termica
- 68 °C
- Durezza
- Alta
- Suscettibilità alla deformazione
- Bassa
- Odori
- Nessun odore
- Post produzione
- Nella media
- Facile da carteggiare
- Solubile
- No
- Elasticità
- Bassa
- Velocità di stampa
- Veloce
- Dettagli
- 0.15 mm e oltre
- Difficile da rompere
- Nessuna
- Hard to break
- Si
Il PETG è un materiale molto robusto con una buona resistenza termica. Il suo utilizzo è universale ma è particolarmente adatto a parti meccaniche sia per un uso interno che in esterno. Il PETG quasi non ha deformazione, quindi la stampa di oggetti grandi non è un problema. Noi utilizziamo il PETG per stampare le parti delle nostre stampanti!
Il PETG è uno dei nostri materiali preferiti per la stampa 3D. La stampa è facile quasi come con il PLA, ma può offrire molte proprietà meccaniche che il PLA non può proprio raggiungere.
La G nell’acronimo PETG indica la presenza di Glicole che è aggiunto durante il processo produttivo. Il Glicole modifica le proprietà del PET, che di per sé non è molto facile da stampare, è più fragile e più trasparente nelle varianti semi trasparenti. Il PETG ha una bassa espansione termica, così anche durante la stampa di oggetti di grandi dimensioni, e senza una enclosure, raramente si solleva dal piano di stampa. In aggiunta, il PETG è duttile. Ha una buona dose di flessibilità che evita la rottura delle parti se messe sotto pressione.
Diversamente dal PLA o dall’ABS, il PETG tende a colare un po’ e potrebbe lasciare dei fili di plastica sulla stampa. È possibile prevenirlo aumentando la retrazione e giocando con le temperature dell’hotend, ma utilizzando i nostri preset di filamento su PrusaSlicer o PrusaControl, abbiamo già fatto le regolazioni per te e la quantità di fili sarà minima. Se ti capita comunque di avere ancora un po’ di fili, te ne puoi liberare soffiando la stampa con una pistola ad aria calda.
Se riesci a gestire lo sgocciolamento e la forte adesione, ti rimarrà una stampa molto durevole che è considerevolmente resistente al calore e utilizzabile al chiuso e all’aperto.
Scarica la scheda di sicurezza (PDF)
Requisiti di stampa
| Piano | Temperatura: 80 ± 10 °C Piano riscaldato consigliato Enclosure non richiesta |
|---|---|
| Superficie di stampa | PEI Piano in vetro Nastro da carrozziere Colla stick |
| Estrusore | Temperature: 250 ± 10 °C Hotend speciale non richiesto |
| Raffreddamento | Ventola di raffreddamento per la parte richiesta Velocità ventola: 50% |
Colori disponibili















Suggerimenti per principianti
Preparazione della superficie di stampa
Per ottenere la migliore adesione della superficie di stampa, è importante mantenerla pulita. L’uso di alcool isopropilico non è raccomandato, poiché l’adesione potrebbe essere troppo forte. Puoi usare la colla stick come separatore, o ancora meglio è l’utilizzo di un prodotto lavavetri.
Versa una piccola quantità di pulitore per vetri su un tovagliolo di carta (non profumato) e pulisci la superficie di stampa. Per un risultato ottimale, il piano va pulito quando è freddo. Se viene pulito mentre è già preriscaldato per il PETG, ricorda che il prodotto evaporerà prima che possa pulire alcun ché. In alternativa, puoi pulire il piano con un po di acqua tiepida e qualche goccia di sapone per piatti su un tovagliolo di carta.
Carteggiatura
Durante la post-produzione del PETG, è possibile utilizzare la carta vetrata sia asciutta che bagnata.
Raffreddamento
Durante la stampa con PETG dovresti utilizzare la ventola di raffreddamento. Il rapido raffreddamento del materiale aiuta a mantenere i dettagli evitando il filare del materiale e i grumi. Se ti serve una stampa il più dura possibile, stampa senza ventola. L’elevata temperatura del filamento aumenterà la durezza e l’adesione dei layer. Consigliamo in ogni caso di stampare i primi layer senza la ventola di raffreddamento per evitare il deformarsi della stampa, e in seguito di utilizzare la ventola a metà della potenza.
Numero di perimetri e robustezza
Se ti serve una stampa durevole, aumenta il numero di perimetri invece di aumentare la percentuale di riempimento in quanto la maggior parte della forza di una stampa 3D viene dal suo guscio esterno.
Stampe PETG proposte