Prusament PETG
Le PETG est l’un des filaments les plus couramment utilisés. C’est un excellent choix pour l’impression de pièces mécaniquement stressées. Comparé au PLA, il est plus résistant à la chaleur, plus souple et moins cassant.
- Durable & Tough
- Durable et Solide
- Facile à imprimer
- Faible déformation
- Peu de déformation
- Robuste et Rigide
- Strength & Rigid
- Temperature resistant
- Thermorésistant
- Toutes les informations
Caratéristiques
Avantages
- Haute résistance thermique
- Facile à imprimer
- Faible rétrécissement et déformation
- Robustesse et Durabilité
- Pas cassant
- Simple à poncer
- La plupart du temps inodore à l'impression
- Finition de surface brillante et lisse
- Forte adhésion couche à couche
- Faible absorption d'eau
- Recyclable
Désavantages
- Ne convient pas aux petites pièces
- Possibilité d'apparition de fils
- Faible capacité de pontage
- Forte adhérence au lit - faites attention lorsque vous retirez l'impression
- Ne peut pas être lissé à l'acétone comme L'ABS
- Les supports sont plus difficiles à enlever
- Enclin aux rayures (plus que le PLA)
Utilisation

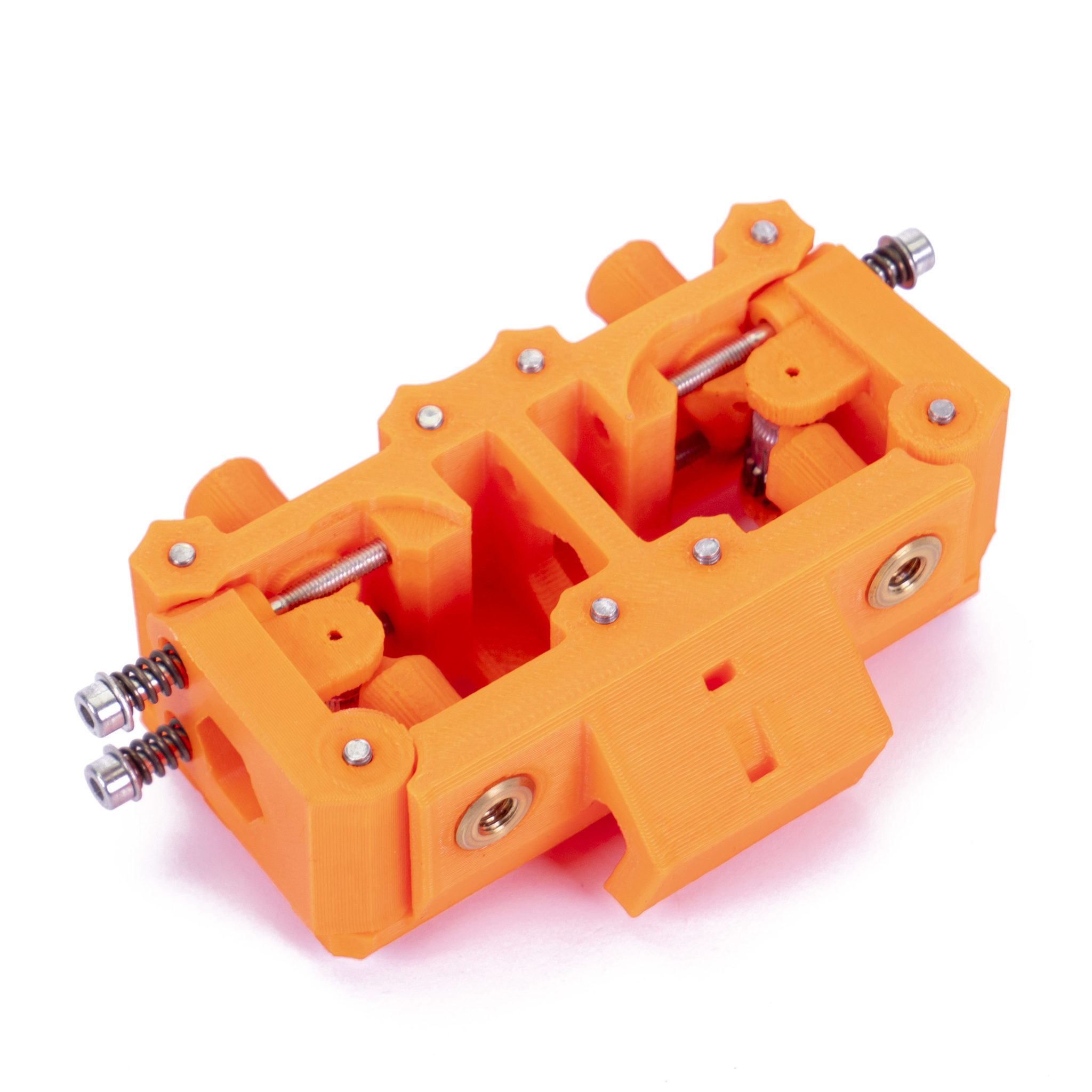
Pièces mécaniques
Grâce à sa robustesse et sa durabilité, le PETG est un choix formidable pour les pièces mécaniques. Ainsi les pièces plastique de l’Original Prusa i3 MK3S sont fabriquées en matériau PETG.
Supports
Le PETG est parfait pour imprimer des supports ou des pinces pour votre atelier.


Impressions étanches
Grâce à sa très bonne adhésion de couche, les impressions en PETG conviennent pour des usages où l’étanchéité est importante.
Informations
- Difficulté d'impression
- Facile à moyen
- Résistance à la température
- 68 °C
- Solidité
- Haute
- Tendance à la déformation
- Faible
- Odeur
- Aucune odeur
- Post-traitement
- Moyen
- Simple à poncer
- Solubilité
- Non
- Élasticité
- Faible
- Vitesse d'impression
- Rapide
- Détails
- 0,15 mm et plus
- Abrasivité
- Aucune
- Difficile à briser
- Oui
Le PETG est un matériau très résistant avec une bonne résistance thermique. Son utilisation est universelle mais particulièrement adaptée aux pièces mécaniques et à l’usage intérieur et extérieur. Le PETG ne se déforme presque pas, donc l’impression d’objets volumineux n’est pas un problème. Nous utilisons le PETG pour imprimer les pièces pour nos imprimantes !
Le PETG est l’un de nos matériaux préférés pour l’impression 3D. Il est presque aussi facile à imprimer que le PLA, mais il peut offrir de nombreuses propriétés mécaniques que l’on ne peut pas obtenir avec des impressions PLA.
Le G dans l’acronyme PETG re présente le Glycol qui est ajouté pendant le processus de fabrication. Le Glycol modifie les propriétés du PET, de sorte qu’il est plus facile à imprimer, moins cassant et plus translucide lors de l’impression avec des variantes semi-transparentes. Le PETG a une faible expansion thermique, donc même lors de l’impression de gros objets, et sans confinement, il se décolle rarement du lit et ne se déforme pas. En plus de cela, le PETG est ductile. Il présente une relative souplesse, ce qui peut empêcher les pièces de se briser sous pression.
Contrairement au PLA ou l’ABS, le PETG a tendance à suinter un peu et peut laisser des fils de plastique sur votre impression. Vous pouvez empêcher cela en augmentant la rétraction et en jouant avec la température de hotend, mais si vous utilisez nos préréglages filament dans PrusaSlicer ou Prusa Control, nous avons déjà fait cela pour vous et la quantité de fils est minimale. Si vous voyez apparaitre des fils malgré tout, vous pouvez les éliminer en passant en balayant rapidement votre impression avec un décapeur thermique.
Si vous arrivez à gérer le suintement et l’adhésion un peu forte, vous obtiendrez une impression hautement durable, considérablement résistante aux température et utilisable pour l’intérieur comme l’extérieur.
Télécharger la Fiche d’Informations de Sécurité (PDF)
Prérequis pour l’imprimante
| Lit | Température : 80 +/- 10 °C Lit Chauffant Recommandé Confinement non obligatoire |
|---|---|
| Surface d’Impression | PEI Plaque de verre Adhésif de peintre Bâton de colle |
| Extrudeur | Température : 250 +/- 10 °C Pas de hot-end spéciale requise |
| Refroidissement | Ventilateur de Refroidissement de l’Impression Requis Vitesse du ventilateur : 50% |
Couleurs disponibles















Trucs et astuces de débutant
Préparation de la surface d’impression
Pour obtenir la meilleure adhésion possible sur la surface d’impression, il est important de la garder propre. L’utilisation d’alcool isopropylique n’est pas recommandée car l’adhésion peut alors être trop forte. Vous pouvez utiliser le bâtonnet de colle pour créer un séparateur, néanmoins le nettoyant pour vitres est un meilleur choix.
Versez une petite quantité de nettoyant pour vitres sur un essuie-tout non-parfumé et frottez la surface d’impression. Le plateau doit idéalement être nettoyé quand il est froid pour avoir les meilleurs résultats. S’il est nettoyé alors que le préchauffage pour PETG est effectué, gardez à l’esprit que le nettoyant à vitres s’évaporera avant d’avoir pu nettoyer quoi que ce soit. Sinon, vous pouvez aussi nettoyer le plateau avec de l’eau chaude dans laquelle vous aurez ajouté quelques gouttes de produit vaisselle sur une serviette en papier.
Ponçage
Lorsque vous post-traitez du PETG, il est possible d’effectuer un ponçage à sec ou humide.
Refroidissement
Lorsque vous imprimez du PETG, il est conseillé d’utiliser un ventilateur de refroidissement. Le refroidissement rapide aide à conserver les détails de l’impression sans fils et sans amas. Si vous avez besoin d’une impression la plus solide possible, imprimez sans ventilateur. La température élevée du filament renforcera l’adhérence des couches. Nous recommandons d’imprimer les premières couches sans ventilateur de refroidissement afin d’éviter toute déformation puis d’utiliser un ventilateur à mi-puissance.
Nombre de périmètres et résistance
Si vous avez besoin d’une pièce durable, augmentez le nombre de périmètres plutôt que le taux de remplissage car la résistance de la plupart des impressions 3D provient de leur paroi extérieure.
Impressions PETG en vedette