Prusament PLA
PLA es el filamento más comúnmente utilizado. Es un material muy resistente y fácil de imprimir. La elección perfecta para imprimir objetos grandes gracias a su baja expansión térmica (con poco o sin warping) y para la impresión de piezas pequeñas debido a su baja temperatura de fusión.
- Baja posibilidad de warping
- Duro y resistente
- Frágil
- Sencillo de imprimir
- Todos los detalles
Características
Pros
- Fácil de imprimir
- Puede imprimir piezas pequeñas
- Puede imprimir objetos inmensos
- Duro y resistente
- Escaso warping
Contras
- Frágil
- Baja resistencia a la temperatura
- Difícil post-procesamiento
Uso

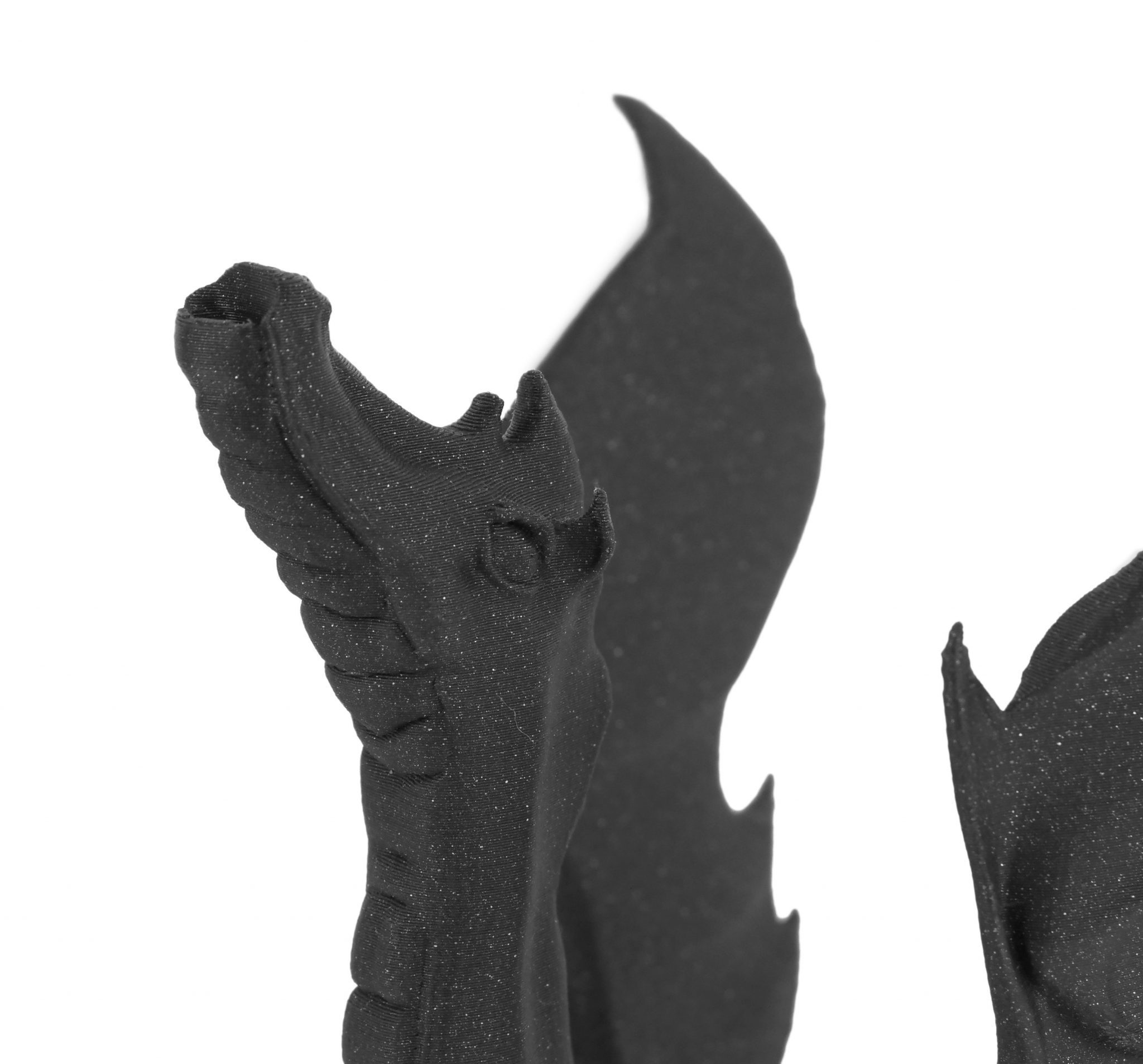
Figuras de acción
Las figuras de acción normalmente incluyen un montón de pequeños detalles. Imprimirlas con PLA es fácil casi a cualquier escala
Joyería
PLA es perfecto para imprimir objetos pequeños y detallados, como joyas. Ya sea un collar o un pendiente, puede esperar bordes limpios y sin hilos, especialmente si se combina con una boquilla más pequeña.


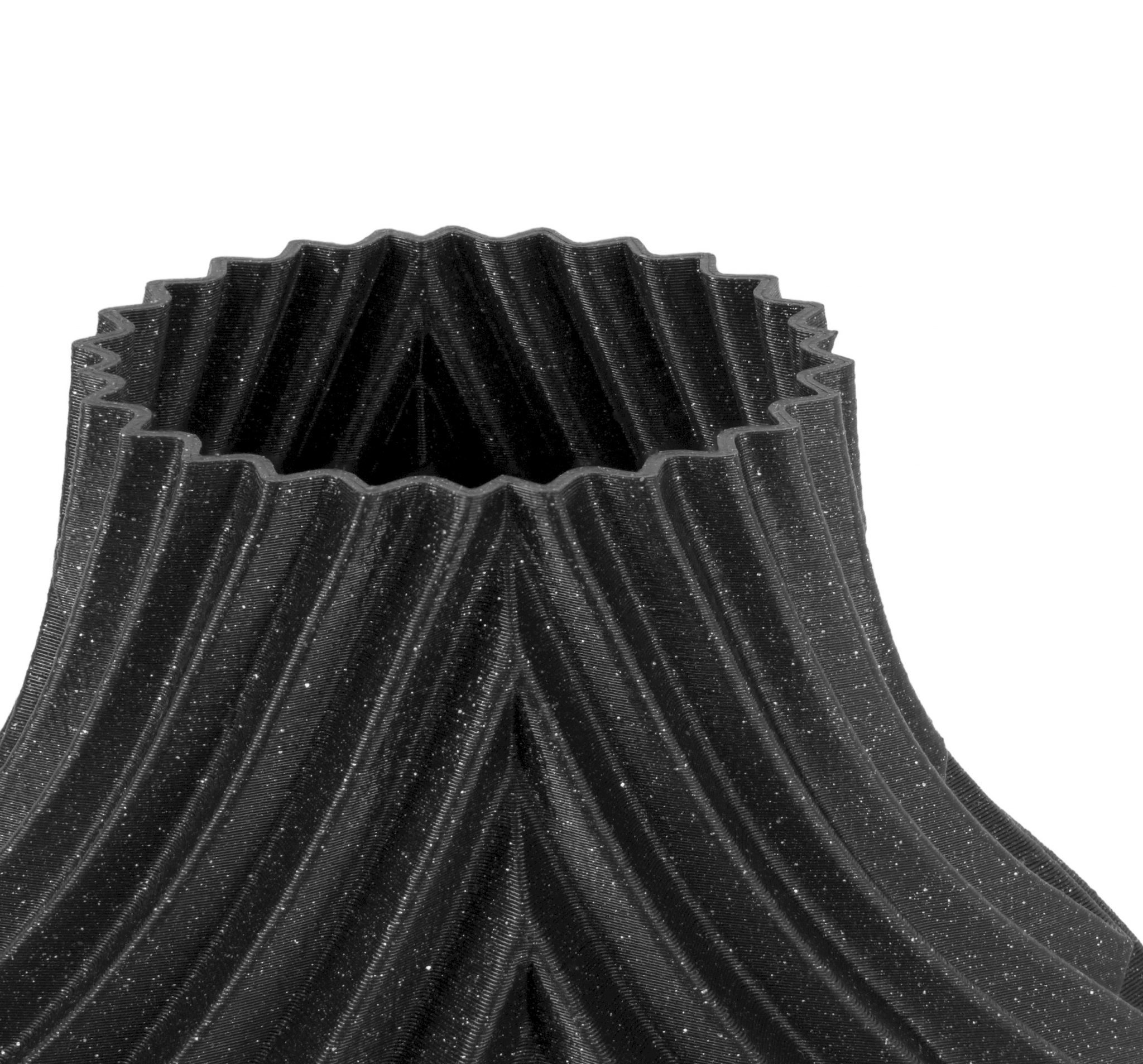
Impresiones grandes
Gracias a su mínima expansión térmica, el PLA es una gran opción para impresiones grandes. Sin deformaciones, sin separación de capas. ¡Usa tu volumen de construcción a su potencial máximo!
Detalles
- Dificultad al imprimir
- Sencillo
- Resistencia térmica
- Por debajo de 70 °C
- Dureza
- Media
- Susceptibilidad al warping
- Ninguno
- Olor
- Sin olor
- Postprocesado
- Difícil
- Lijado húmedo
- Solubilidad
- Muy difícil
- En productos químicos peligrosos
- Elasticidad
- Ninguno
- Velocidad de impresión
- Rápido
- Detalles
- Menos de 0,2 mm
- Abrasividad
- Ninguno
- Difícil de romper
- No
El PLA se derrite a una temperatura relativamente baja de alrededor de 175 grados Celsius. A diferencia de los llamados materiales termoestables, el PLA puede calentarse más allá de su punto de fusión varias veces con muy poca degradación. Es un material duro, pero eso también significa que es algo frágil, y una vez que se rompe, le gusta romperse.
El mejor uso de PLA es para imprimir modelos conceptuales, prototipos, miniaturas, joyas, juguetes de bajo desgaste, etc. Sin embargo, el PLA no es un material perfecto y, al igual que cualquier otro plástico, tiene algunas desventajas. La baja temperatura de impresión también significa resistencia a baja temperatura. Las piezas comienzan a perder resistencia mecánica a temperaturas superiores a 60 °C.
La combinación de su baja resistencia a los rayos UV y a las bajas temperaturas hace que no sea ideal para su uso en exteriores.
El PLA solo es soluble en químicos como el cloroformo o el benceno caliente. Use pegamento para conectar varias partes juntas.
Aunque el PLA es el material por sí mismo es seguro para los alimentos, no sugerimos beber o comer repetidamente de sus impresiones 3D. Se debe a las pequeñas fracturas en la superficie de impresión, lo que significa que las bacterias pueden acumularse allí con el tiempo. Puede prevenir esto aplicando un recubrimiento seguro para alimentos.
Requerimientos para imprimir
| Base calefactable | Temperatura: 40–60 °C Base calefactable opcional No es necesario un cerramiento |
|---|---|
| Superficie de impresión | PEI Cristal Cinta para pintar Barra de pegamento |
| Extrusor | Temperatura: 210 ± 10 °C No es necesario un fusor especial |
| Enfriamiento | Necesario ventilador de capa Velocidad: 100% |
Colores disponibles





























Consejos y trucos para principiantes
Preparación de la superficie de impresión
Para lograr la mejor adhesión de la superficie de impresión, es importante mantenerla limpia. Limpiar la superficie es simple: la mejor opción es alcohol Isopropílico (disponible en droguerías) que funciona mejor no solo para PLA, sino también para otros materiales.
Vierta una pequeña cantidad de IPA en una toalla de papel sin fragancia y limpie la superficie de impresión. La cama debe limpiarse cuando esté fría para obtener los mejores resultados, pero también se puede limpiar cuando ya está precalentada para PLA, solo tenga cuidado de no tocar la superficie de la cama o la boquilla. Pero tenga en cuenta que cuando se limpia a temperaturas más altas, el alcohol se evaporará antes de que pueda limpiar cualquier cosa. Alternativamente, puedes limpiar la cama conagua caliente y unas gotas de jabón en una hoja de papel. Alcohol desnauralizado es otra posible opción.
Lijado
Cuando se procesa PLA, es mejor usar lijas húmedas. Sin agua, comenzará a calentar el plástico rápidamente por fricción, se fundirá y hará que sea difícil seguir lijando..
Enfriamiento
Siéntete libre de enfriar el PLA durante la impresión tanto como sea posible. Con un enfriamiento lo suficientemente bueno, puede imprimir voladizos y puentes extremos entre superficies lejanas.
Número de perímetros y resistencia
Si necesita una pieza duradera, aumente el número de perímetros en lugar de aumentar el porcentaje de relleno, ya que la mayoría de la resistencia de impresión en 3D proviene de su capa exterior.
PLA impresiones destacadas