Prusament PETG
El PETG es uno de los filamentos más utilizados. Es una excelente opción para imprimir piezas que sufren estrés mecánicamente. En comparación con el PLA, es más resistente al calor, más flexible y menos frágil.
- Baja posibilidad de warping
- Deformación baja
- Durable & Tough
- Durable y resistente
- Fácil de imprimir
- Fuerza y Rigidez
- Resistente a la temperatura
- Sencillo de imprimir
- Strength & Rigid
- Temperature resistant
- Todos los detalles
Características
Pros
- Resistencia a altas temperaturas
- Fácil de imprimir
- Baja contracción y deformación
- Resistencia y durabilidad
- No es quebradizo
- Simple de lijar
- Principalmente inodoro durante la impresión
- Acabado superficial brillante y liso
- Fuerte adhesión capa a capa
- Baja absorción de agua
- Reciclable
Contras
- No apto para piezas pequeñas
- Posibilidad de hilos
- Características pobres de los puentes
- Fuerte adherencia a la cama - tener cuidado al retirar la impresión
- No se puede alisar la acetona como el ABS
- Los soportes son más difíciles de eliminar
- Propenso a los rasguños (más que PLA)
Uso

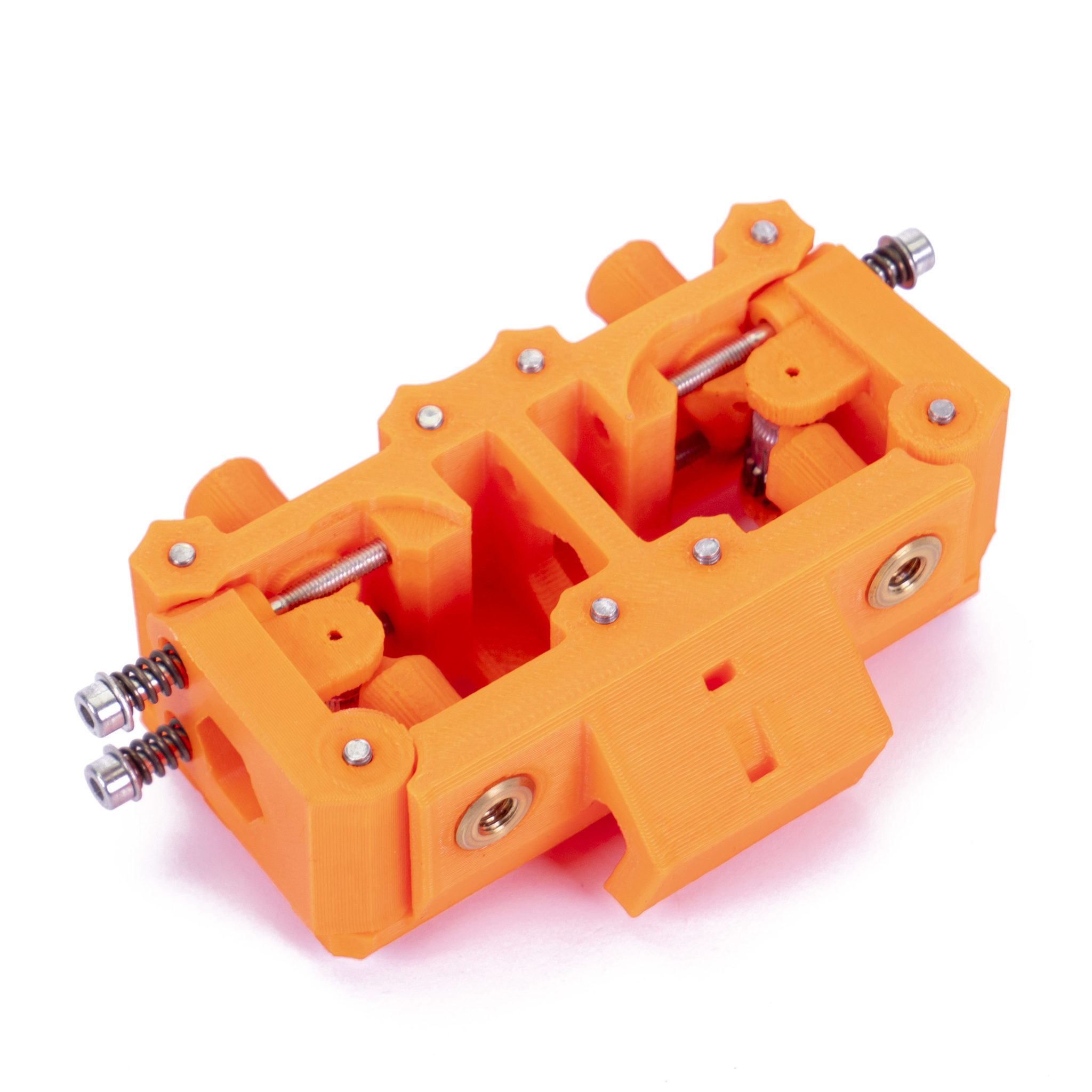
Partes mecánicas
Gracias a su resistencia y durabilidad, el PETG es una excelente opción para piezas mecánicas. También las piezas de plástico en la Original Prusa i3 MK3S están hechas de material PETG.
Soportes
El PETG es perfecto para imprimir cualquier soporte o abrazadera en tu taller.


Impresiones a prueba de agua
Debido a la muy buena adhesión de la capa, las impresiones PETG son adecuadas para aplicaciones impermeables.
Detalles
- Dificultad de impresión
- Fácil a medio
- Resistencia a la temperatura
- 68 °C
- Dureza
- Alto
- Susceptibilidad a la deformación
- Bajo
- Olor
- Sin olor
- Postprocesamiento
- Medio
- Fácil de lijar
- Solubilidad
- No
- Elasticidad
- Bajo
- Velocidad de impresión
- Rápido
- Detalles
- 0.15 mm y más
- Abrasividad
- Ninguna
- Dificil de romper
- Si
El PETG es un material muy resistente con buena resistencia térmica. Su uso es universal pero especialmente adecuado para piezas mecánicas y para uso en interiores y exteriores. El PETG tiene tan poco warping , así que imprimir objetos grandes no es un problema. ¡Usamos PETG para imprimir piezas para nuestras impresoras!
El PETG es uno de nuestros materiales favoritos para la impresión 3D. Es casi tan fácil de imprimir como PLA, pero puede ofrecer muchas propiedades mecánicas que las impresiones PLA simplemente no pueden lograr.
La G en el acrónimo PETG significa Glicol que se agrega durante el proceso de fabricación. El glicol modifica las propiedades del PET para que sea más fácil de imprimir, menos frágil y más claro cuando se imprime con variantes semitransparentes. PETG tiene una baja expansión térmica, por lo que incluso al imprimir objetos grandes, y sin una carcasa, rara vez se levanta de la cama y se deforma. Además de eso, PETG es dúctil. Tiene una cantidad saludable de flexión que puede evitar que las piezas se rompan bajo presión.
A diferencia del PLA o el ABS, el PETG tiende a supurar un poco y puede dejar hilos de plástico en su impresión. Puede combatir esto con una mayor retracción y jugando con la temperatura del hotend, pero si usa nuestros valores predeterminados de filamentos en PrusaSlicer o Prusa Control, ya lo hicimos para tí y la cantidad de hilos es mínima. Si de todos modos eres testigo de un poca cantidad de hilos, puedes deshacerte de elllos rápidamente pasando tus impresiones terminadas por una pistola de calor.
Si puede manejar el goteo y la fuerte adhesión, te quedará una impresión muy duradera, que es considerablemente resistente a la temperatura y utilizable tanto para uso en interiores como en exteriores.
Descargar la hoja de datos de seguridad (PDF)
Requisitos de la impresora
| Base calefactable | Temperatura: 80 ± 10 °C Base calefactable recomendable Cerramiento no necesario |
|---|---|
| Superficie de impresión | PEI Base de vidrio Cinta de pintor Barra de pegamento |
| Extrusor | Temperatura: 250 ± 10 °C No es necesario hotend especial |
| Refrigeración | Ventilador de impresión Requerido Velocidad ventilador: 50% |
Colores disponibles















Consejos y trucos para principiantes
Preparación de la superficie de impresión
Para lograr la mejor adherencia a la superficie de impresión, es importante mantenerla limpia. No se recomienda el uso de alcohol isopropílico, ya que la adherencia puede ser demasiado fuerte. Puedes usar la barra de pegamento como separador, sin embargo, la mejor opción es un limpiador de ventanas.
Vierte una pequeña cantidad de limpiacristales en una toalla de papel sin perfume y limpia la superficie de impresión. La base debe limpiarse sin calentar para obtener los mejores resultados. Si se limpia cuando ya se ha precalentado para PETG, ten en cuenta que el alcohol se evaporará antes de que limpie realmente. Alternativamente, puedes limpiar la base con agua tibia y unas gotas de jabón en una toalla de papel.
Lijado
Cuando se trabaja con PETG, es posible utilizar lijado en seco y húmedo con la pieza impresa.
Enfriamiento
Al imprimir con PETG, debes considerar usar el ventilador de enfriamiento. El enfriamiento rápido ayuda a mantener una impresión detallada sin hilos ni pegotes. Si necesitas que la impresión sea lo más fuerte posible, imprime sin ventilador. La temperatura más alta del filamento ayudará a una adherencia de capa extra-fuerte. Recomendamos imprimir las primeras capas sin el ventilador de enfriamiento para evitar deformaciones y luego encender el medio ventilador para el resto de capas.
Número de perímetros y resistencia
Si necesitas una pieza duradera, aumenta el número de perímetros en lugar de aumentar el porcentaje de relleno ya que la mayor parte de la resistencia de la pieza impresa proviene de su capa externa.
PETG impresiones destacadas