Prusament PETG
PETG je jedním z nejpoužívanějších materiálů pro 3D tisk. Jde o skvělou volbu pro tisk mechanicky namáhaných částí. Ve srovnání s PLA má vyšší teplotní odolnost, je pružnější a méně křehký.
- Durable & Tough
- Nekroutí se při tisku
- Pevnost a houževnatost
- Snadný tisk
- Strength & Rigid
- Temperature resistant
- Tepelná odolnost
- Všechny detaily
Vlastnosti
Výhody
- Vysoká tepelná odolnost
- Snadný tisk
- Malá tepelná roztažnost
- Houževnatost
- Pevnost
- Jednoduché broušení
- Při tisku takřka bez zápachu
- Lesklý a hladký povrch výtisku
- Dobré propojování vrstev
- Neabsorbuje vodu
- Recyklovatelnost
Nevýhody
- Není vhodné pro tisk malých částí
- Možnost stringování
- Slabé přemosťování
- Silná přilnavost k podložce - buďte opatrní při sundavání výtisku
- Nelze vyhladit acetonem jako ABS
- Obtížnější odstraňování podpor
- Náchylnější k poškrábání (v porovnání s PLA)
Použití

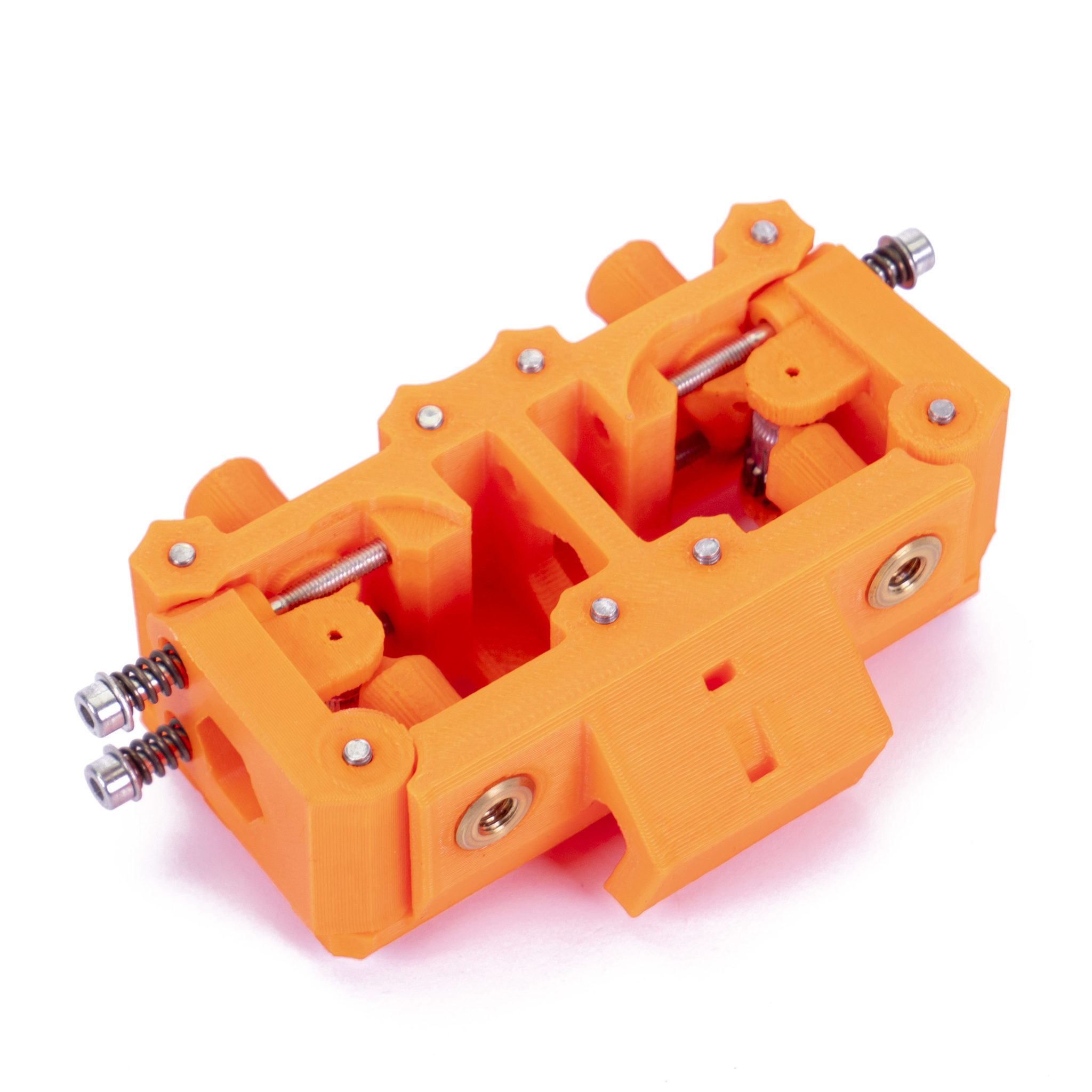
Mechanické části
Díky své odolnosti a houževnatosti je PETG skvělou volbou pro mechanické části. Plastové díly naší Original Prusa i3 MK3 jsou tištěny právě z něj.
Držáky
PETG je ideální pro nejrůznější svěráky a držáky do vaší dílny.


Vodotěsné tisky
Díky velmi dobrému spojování vrstev jsou výtisky z PETG vhodné na výtisky, od kterých očekáváte vodotěsnost.
Detaily
- Obtížnosti tisku
- Jednoduchá až střední
- Teplotní odolnost
- 68 °C
- Houževnatost
- Vysoká
- Náchylnost k deformacím
- Nízká
- Zápach
- Bez zápachu
- Post processing
- Průměrně obtížný
- Snadné broušení
- Rozpustnost
- Ne
- Pružnost
- Nízká
- Rychlost tisku
- Rychlá
- Detaily
- 0.15 mm a více
- Brusnost
- Žádná
- Obtížně zlomitelný
- Ano
PETG je velmi houževnatý materiál s dobrou tepelnou odolností. PETG má univerzální využití, ale je zejména vhodný pro tisk mechanických částí. Je možné jej použít v interiérech i exteriérech. PETG má velmi malou tepelnou roztažnost, na podložce se tedy nekroutí a tudíž není problém s tiskem velkých modelů. Díly na naše tiskárny jsou tištěny právě z PETG!
PETG je jedním z našich oblíbených materiálů pro 3D tisk. Tisknout s ním je téměř stejně snadné jako s PLA, ale na rozdíl od PLA může nabídnout mnoho lepších mechanických vlastností. Písmeno G v zkratce PETG označuje glykol, který se přidává během výrobního procesu. Glykol modifikuje vlastnosti PET, aby byl méně křehký, snadnější pro tisk a více průhledný při tisku s poloprůhlednými variantami. PETG má nízkou tepelnou roztažnost, takže i při tisku velkých modelů se zřídkakdy zkroutí a odlepí od vyhřívané podložky. PETG je navíc houževnatý, tak akorát pružný a díky tomu se při namáhání často jen dočasně prohne, což zabrání prasknutí.
Na rozdíl od PLA nebo ABS, PETG má tendenci trochu stringovat, neboli při přejezdu tahat tenká vlákna plastu. Můžete s tím bojovat zvýšením retrakce a snížením teploty, ale pokud používáte naše přednastavené profily v PrusaSliceru nebo v PrusaControlu, udělali jsme to již za vás a míra stringování by měla být minimální. Pokud se s ním přesto setkáte, můžete se ho zbavit tím, že hotové výtisky rychle (několik vteřin) přejedete horkovzdušnou pistolí.
PETG je univerzální materiál. Výtisky z něj jsou houževnaté, vrstvy se dobře propojují a tak si nemusíte tolik lámat hlavu s orientací modelů. Díky slušné tepelné odolnosti je možné výtisky z PETG použít i pro venkovní užití.
Stáhnout Safety Data Sheet (PDF)
Požadavky na tiskárnu
| Podložka | Teplota: 80 ± 10 °C Vyhřívaná podložka doporučena Box na tiskárnu není vyžadován |
|---|---|
| Tiskový povrch | PEI Sklo Páska Lepidlo |
| Extruder | Teplota: 250 ± 10 °C Není potřeba speciální hotend |
| Chlazení | Je vyžadován ventilátor Rychlost ventilátoru: 50% |
Dostupné barvy















Tipy a triky pro začátečníky
Příprava tiskové podložky
Pro dosažení nejlepší přilnavosti tiskové podložky je důležité udržet ji čistou. Vyhledem k vysoké přilnavosti PETG nedoporučujeme čitění podložky isopropyl alkoholem. Pokud chcete, můžete použít lepidlo jako oddělovač, ale lepší volbou je na čištění podložky používat čistič oken.
Naneste malé množství čističe oken na obyčejný papírový ubrousek nebo utěrku a otřete povrch. Nejlepších výsledků dosáhnete, když budete podložku čistit ve chvíli, kdy je vychladlá, protože v případě, že se pustíte do čištění zahřáté podložky, všechen čistič se okamžitě odpaří. Podložku můžete také čistit teplou vodou nebo pár kapkami prostředku na mytí nádobí nanesenými na papírové utěrce.
Broušení
Při post-procesingu PETG můžete použít mokré i suché broušení.
Chlazení
Při tisku PETG je chlazení důležité a vede k zachování detailů výtisku a zabraňuje stringování a tvorbě blobů. Pokud ale chcete co nejpevnější výtisk, můžete tisknout bez chlazení. Vyšší teplota filamentu zvýší propojení vrstev. Doporučujeme tisknout prvních několik vrstev bez tiskového větráčku, abyste předešli deformaci výtisku a poté tisknout s ventilátorem na polovinu výkonu.
Počet perimetrů a síla
Pokud chcete vytisknout skutečně odolnou součástku, zvyšte počet perimetrů, namísto toho, abyste přidávali procenta výplně.
Ukázkové výtisky z PETG