Prusament PLA Recycled
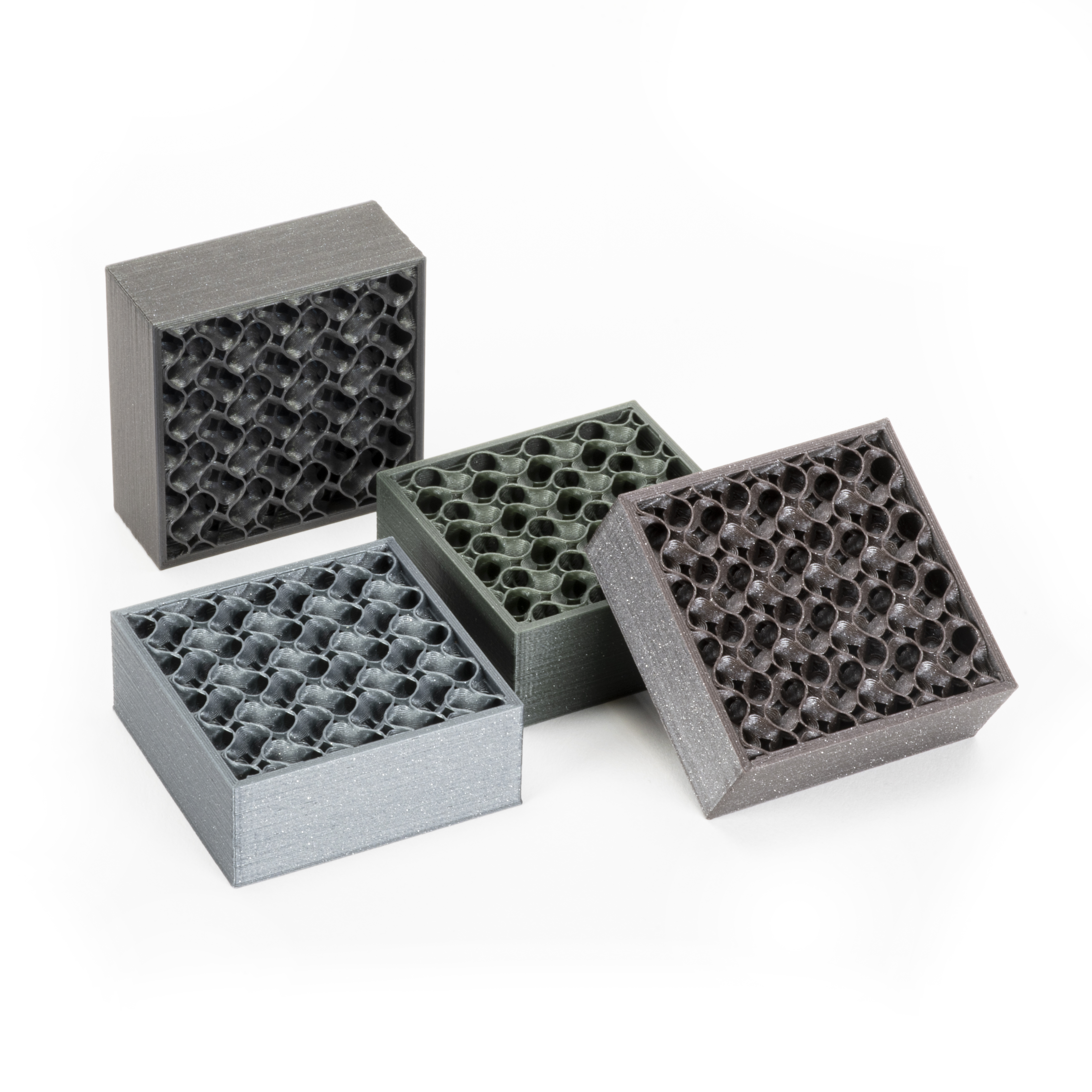
Prusament PLA Recycled to nasz własny filament o tolerancji wykonania ±0,05mm. 100% materiału składa się z materiałów Prusament PLA pochodzących z recyklingu, dlatego każda partia ma inny kolor.
Charakterystyka
Zalety
- Łatwy w druku
- Możliwość druku drobnych modeli
- Możliwość druku ogromnych modeli
- Twardy i wytrzymały
- Niskie wypaczanie
Wady
- Kruchy
- Niska wytrzymałość temperaturowa
- Trudny w obróbce
Zastosowanie

Figurki
Figurki często zawierają mnóstwo drobnych szczegółów. Drukowanie ich z PLA jest łatwe w prawie każdej skali.
Biżuteria
PLA jest idealne do druku małych i szczegółowych modeli, np. biżuterii. Czy to naszyjnik czy kolczyki, możesz spodziewać się gładkich krawędzi i braku nitkowania, zwłaszcza, jeśli do połączenia dorzucisz mniejszą dyszę.


Duże wydruki
PLA jest świetnym wyborem do dużych wydruków dzięki bardzo niskiej rozszerzalności cieplnej. Nie wypacza się, nie podwija a warstwy się nie rozdzielają. Użyj całego pola druku Twojej drukarki!
Szczegóły
- Trudność druku
- Łatwy
- Wytrzymałość temperaturowa
- Poniżej 70°C
- Wytrzymałość
- Średni
- Podatność na wypaczanie
- Łatwy
- Zapach
- Brak zapachu
- Obróbka gotowego wydruku
- Trudny
- Szlifowanie na mokro
- Rozpuszczalność
- Bardzo trudny
- W niebezpiecznych chemikaliach
- Elastyczność
- Łatwy
- Prędkość druku
- Szybki
- Szczegóły
- Poniżej 0.2 mm
- Właściwości ścierne
- Łatwy
- Trudne do złamania
- Nie
PLA ma stosunkowo niską temperaturę topnienia ok 175 stopni Celsjusza. W przeciwieństwie do materiałów zwanych termoutwardzalnymi, PLA może być wielokrotnie nagrzewany powyżej temperatury topnienia bez znacznej utraty właściwości. Jest również bardzo twardy, ale też kruchy i lubi odpryskiwać gdy się łamie.
Najlepszym zastosowaniem dla PLA jest drukowanie modeli konceptualnych, prototypów, zabawek nienarażonych na wysokie zużycie itp.
PLA nie jest jednak materiałem idealnym i tak jak każdy inny plastik, ma pewne wady. Niska temperatura topnienia oznacza niską wytrzymałość temperaturową. Elementy wydrukowane z PLA zaczynają tracić wytrzymałość mechaniczną w temperaturach powyżej 60°C.
PLA jest rozpuszczalny jedynie w chemikaliach takich jak chloroform i gorący benzen, więc w razie potrzeby części najlepiej łączyć klejem.
Wymagnia dla drukarki
| Stół | Temperatura: 40–60 °C Podgrzewany stół – opcjonalnie Nie wymaga zamkniętej komory |
|---|---|
| Powierzchnia druku | PEI Szklana tafla Taśma malarska Klej w sztyfcie |
| Ekstruder | Temperatura: 210 ± 10 °C Nie wymaga specjalnego hotendu |
| Chłodzenie | Wymaga chłodzenia wydruku Prędkość wentylatora: 100% |
Dostępne kolory

Porady i wskazówki dla początkujących
Przygotowanie powierzchni druku
Powierzchnia druku musi być czysta aby zapewnić najlepszą przyczepność. Jej oczyszczenie jest proste: najlepszą opcją jest alkohol izopropylowy (IPA)(dostępny np. w aptekach), który sprawdza się doskonale nie tylko przy PLA ale również przy innych materiałach.
Nasącz bezzapachowy ręcznik papierowy niewielką ilością IPA i wytrzyj powierzchnię. Najlepsze rezultaty daje czyszczenie chłodnego stołu, ale może być on również rozgrzany dla PLA – uważaj tylko aby nie dotykać powierzchni stołu ani dyszy. Pamiętaj jednak, że wysoka temperatura spowoduje odparowanie alkoholu zanim zdąży on cokolwiek wyczyścić. Alternatywą jest ciepła woda z kilkoma kroplami płynu do mycia naczyń na ręczniku papierowym. Denaturat jest kolejną opcją.
Szlifowanie
Obróbka PLA jest najskuteczniejsza przy użyciu metody szlifowania na mokro. Bez wody spowodujesz szybkie rozgrzewanie powierzchni wydruku przez tarcie, co spowoduje lokalne rozgrzanie materiału i utrudni szlifowanie.
Chłodzenie
PLA wymaga każdej możliwej ilości chłodzenia wydruku. Z wystarczającym nadmuchem będziesz w stanie drukować ekstremalne zwisy i mosty pomiędzy bardzo odległymi punktami.
Ilość obrysów a wytrzymałość
Jeśli potrzebujesz wytrzymałego wydruku, to zwiększ ilość obrysów zamiast objętość wypełnienia, ponieważ większość wytrzymałości wydruku 3D bierze się z jego zewnętrznej powłoki.
PLA Recycled wydruków