Comment il est fabriqué
Le marché actuel ne pouvant pas satisfaire nos besoins en filaments de haute qualité, nous avons décidé de fabriquer les nôtres – avec des matériaux de première qualité et un contrôle qualité strict.

DÉSHUMIDIFICATION DES GRANULES DE PLASTIQUE
Au début, le polymère utilisé pour la fabrication des filaments se présente sous la forme de granulés de plastique incolore. Dans cet état, il est susceptible d’absorber l’humidité de l’air. Les granulés de plastique sont aspirés dans un séchoir. En utilisant une combinaison d’air sec et d’une série de filtres à poussière, nous déshumidifions les granulés avant de les envoyer à la ligne d’extrusion.
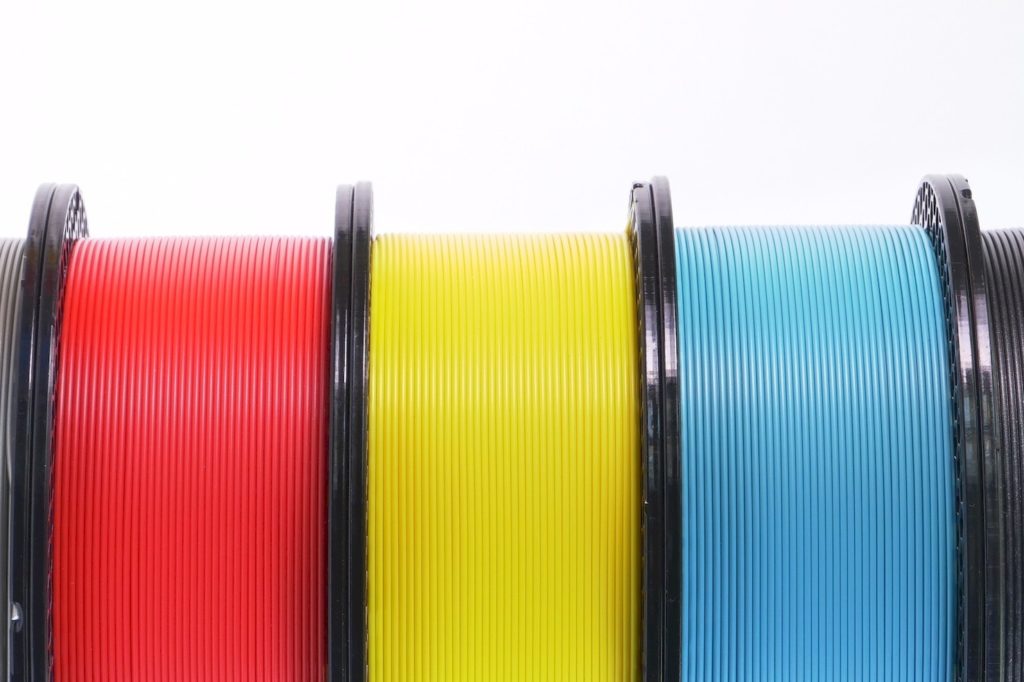
MESURE DE LA COULEUR ET DOSAGE AUTOMATIQUE DE LA COULEUR
La couleur finale du filament est déterminée par l’ajout de pigments au granulé de plastique transparent. Au cours du processus de fabrication, la couleur est constamment mesurée et le dosage de pigments est ajusté en temps réel en fonction de la valeur du ΔE CIELAB. Si la couleur devient inacceptable à tout moment pendant la fabrication, la bobine est immédiatement écartée.
EXTRUSION
Le granulat est fondu dans une séquence de zones chauffées avec une température qui augmente progressivement. Une vis pousse le plastique en fusion vers l’avant jusqu’à atteindre la tête d’extrusion. Après cela, le plastique extrudé entre immédiatement dans les bains de refroidissement.
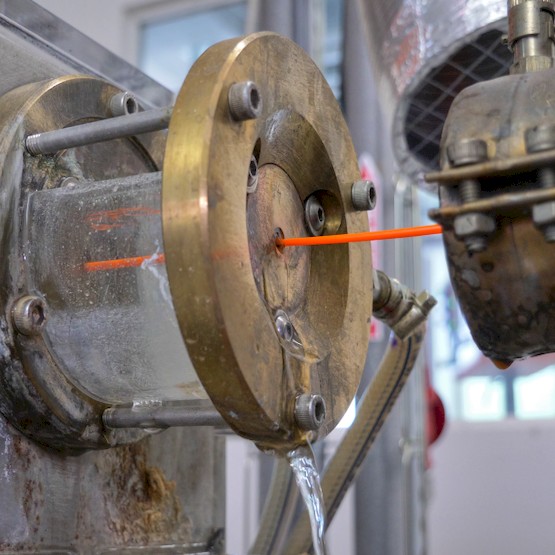
Refroidissement
Le filament extrudé traverse une série de bains de refroidissement. Ces bains contiennent de l’eau douce spécialement traitée avec des solutions antibactériennes et antirouille.


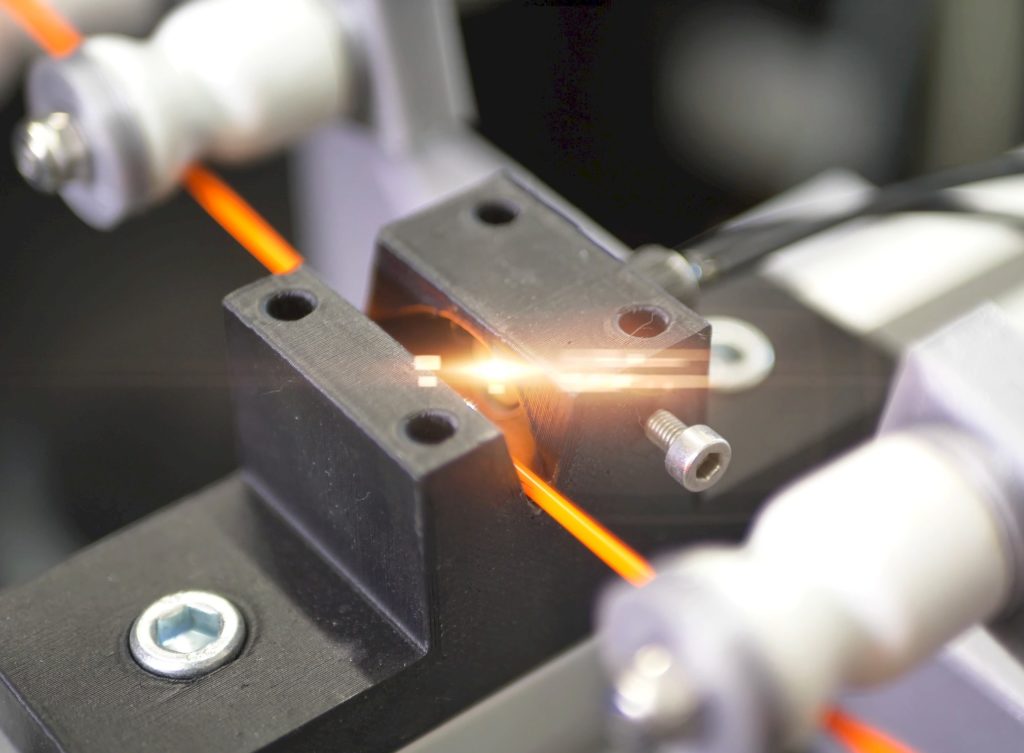
MESURE LASER À 2 AXES DU DIAMÈTRE
Le diamètre précis du filament est l’une des caractéristiques les plus importantes du Prusament. Il est mesuré 10000 fois par minute sur deux axes perpendiculaires entre eux. Ces mesures sont enregistrées dans notre base de données et peuvent être consultées en ligne. Contrairement à la norme de l’industrie qui est de + -0,05 mm, notre limite de tolérance est définie à + -0,02 mm.
BOBINAGE
Chaque bobine de Prusament est bobinée bien tendue pour assurer un déroulement en douceur sur un support de bobine.

Emballage
Chaque bobine est emballée sous vide pour empêcher l’absorption d’humidité pendant le transport. En dernier lieu, le filament est placé dans une boîte en carton.