Wie es gemacht wird
Das gegenwärtige Marktangebot konnte unseren Bedarf nach hochqualitativen Filamenten nicht befriedigen, also haben wir uns entschieden, unser eigenes Filament herzustellen – mit Premium-Rohstoffen und strikter Qualitätskontrolle.

ENTFEUCHTUNG DER PLASTIKKÜGELCHEN
Am Anfang hat das für die Filamentherstellung verwendete Polymer die Form von farblosen Plastikkügelchen. In diesem Zustand neigt es dazu, Feuchtigkeit aus der Luft aufzunehmen. Die Plastikkügelchen werden in einen Trockner hineingesaugt. Mit einem Lufttrockner mit einer Reihe von Staubfiltern entfeuchten wir die Kügelchen, bevor sie zur Extrusionslinie befördert werden.
FARBMESSUNG UND AUTOMATISCHE FARBASTIMMUNG
Die endgültige Farbe des Filaments wird durch Hinzufügen von Pigmenten zum farblosen Plastikgranulat bestimmt. Während des Herstellungsprozesses wird die Farbe ständig gemessen, und die Pigmentdosierung wird in Echtzeit gemäss der CIELAB ΔE Metrik angepasst. Falls die Farbe den zulässigen Toleranzbereich zu irgendeinem Zeitpunkt in der Herstellung verlässt, wird die Spule sofort weggeworfen.
EXTRUSION
Das Granulat wird in einer Abfolge von Heizzonen mit stetig zunehmender Temperatur geschmolzen. Eine Welle schiebt den geschmolzenen Kunststoff weiter, bis er den Extrusionskopf erreicht. Danach taucht der extrudierte Kunststoff sofort in die Kühlbäder ein.
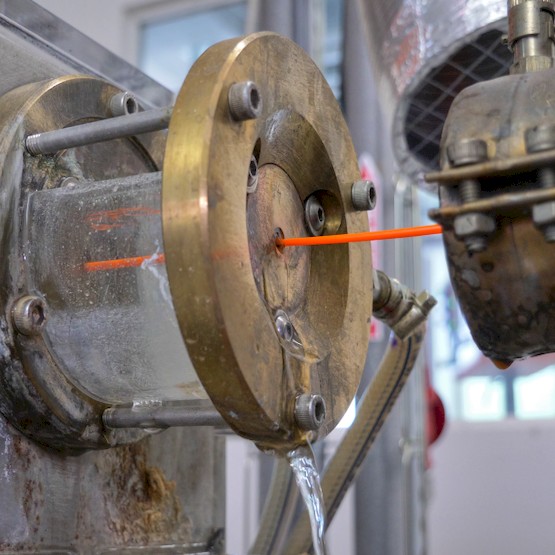
Kühlung
Extrudiertes Filament wird durch eine Reihe von Kühlbädern gezogen. Diese Bäder enthalten speziell vorbehandeltes weiches Wasser mit antibakteriellen und korrosionsvorbeugenden Inhaltsstoffen.


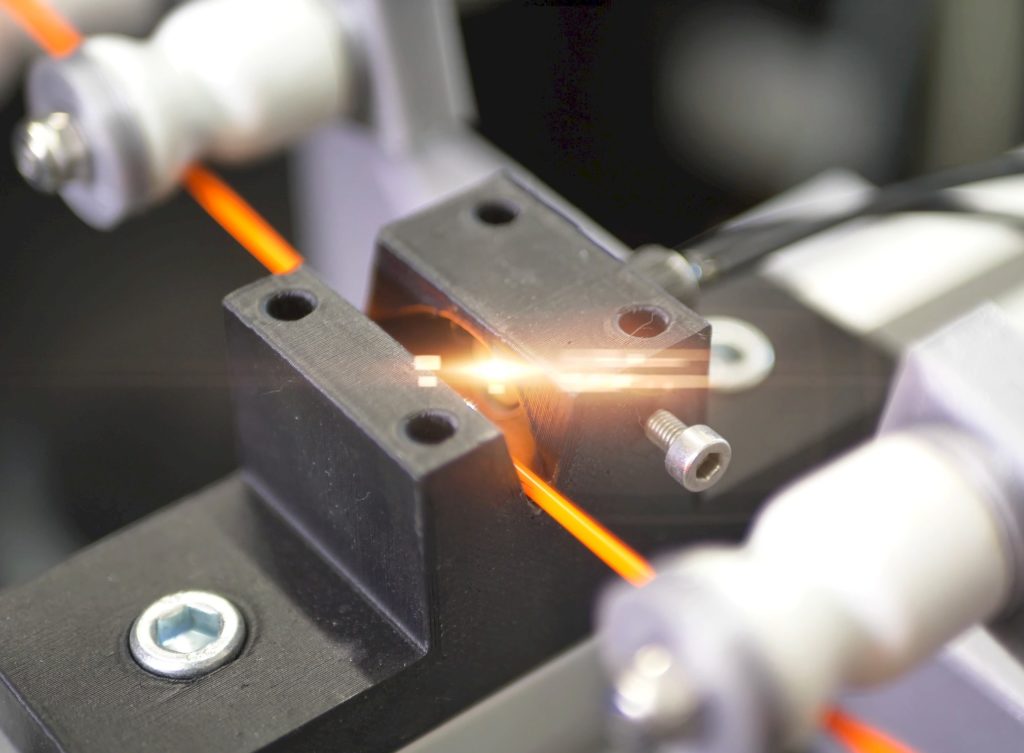
DURCHMESSERBESTIMMUNG MIT 2-ACHSEN LASER
Ein präziser Filamentdurchmesser ist eine der wichtigsten Eigenschaften von Prusament. Er wird 10.000 Mal pro Minute in zwei zueinander rechtwinkligen Achsen gemessen. Diese Messungen werden in unserer Datenbank gespeichert und können online eingesehen werden. Im Gegensatz zum Industriestandard von +-0.05 mm haben wir unsere Toleranzgrenze bei +-0.02 mm festgelegt.
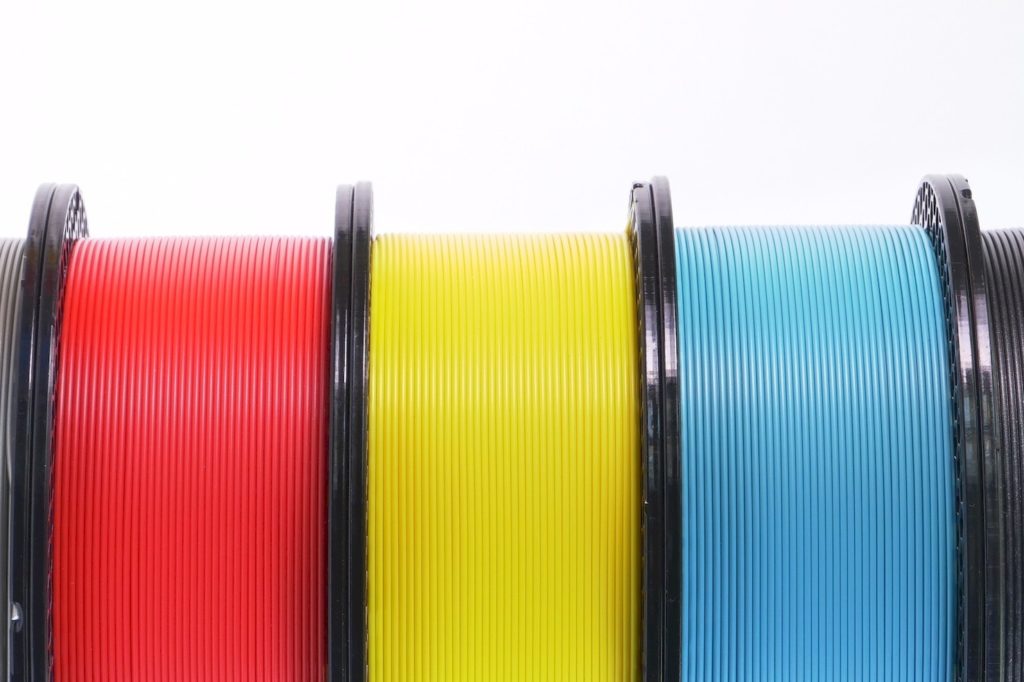
AUFWICKELN
Jede Spule von Prusament wird eng aufgewickelt, um ein reibungsloses Abwickeln auf dem Spulenhalter zu gewährleisten.

Verpackung
Jede Spule wird vakuumverpackt, um eine Feuchtigkeitsaufnahme während des Transports zu verhindern. Zu guter Letzt wird das Filament in eine Pappschachtel eingepackt.