Prusament PA11 Carbon Fiber Black: Filament mit hervorragender Chemikalien- und Hitzebeständigkeit
This article is also available in following languages:






Prusament PA11 Carbon Fiber Black ist ein Polyamid 11, das mit (recycelten) Carbonfasern gefüllt ist, um seine Festigkeit zu verbessern und die Verformung zu minimieren. Dieses Material hat auch eine große Temperaturbeständigkeit (bis 190 °C) und seine mechanischen Eigenschaften sind ähnlich wie die unserer Prusament PC Blend Carbon Fiber – aufgrund der Schlagzähigkeit und der Zugeigenschaften ist dieses Material besonders geeignet für die Herstellung mechanischer Teile, wie z.B. Getriebe und andere Modelle, bei denen es auf Haltbarkeit ankommt.
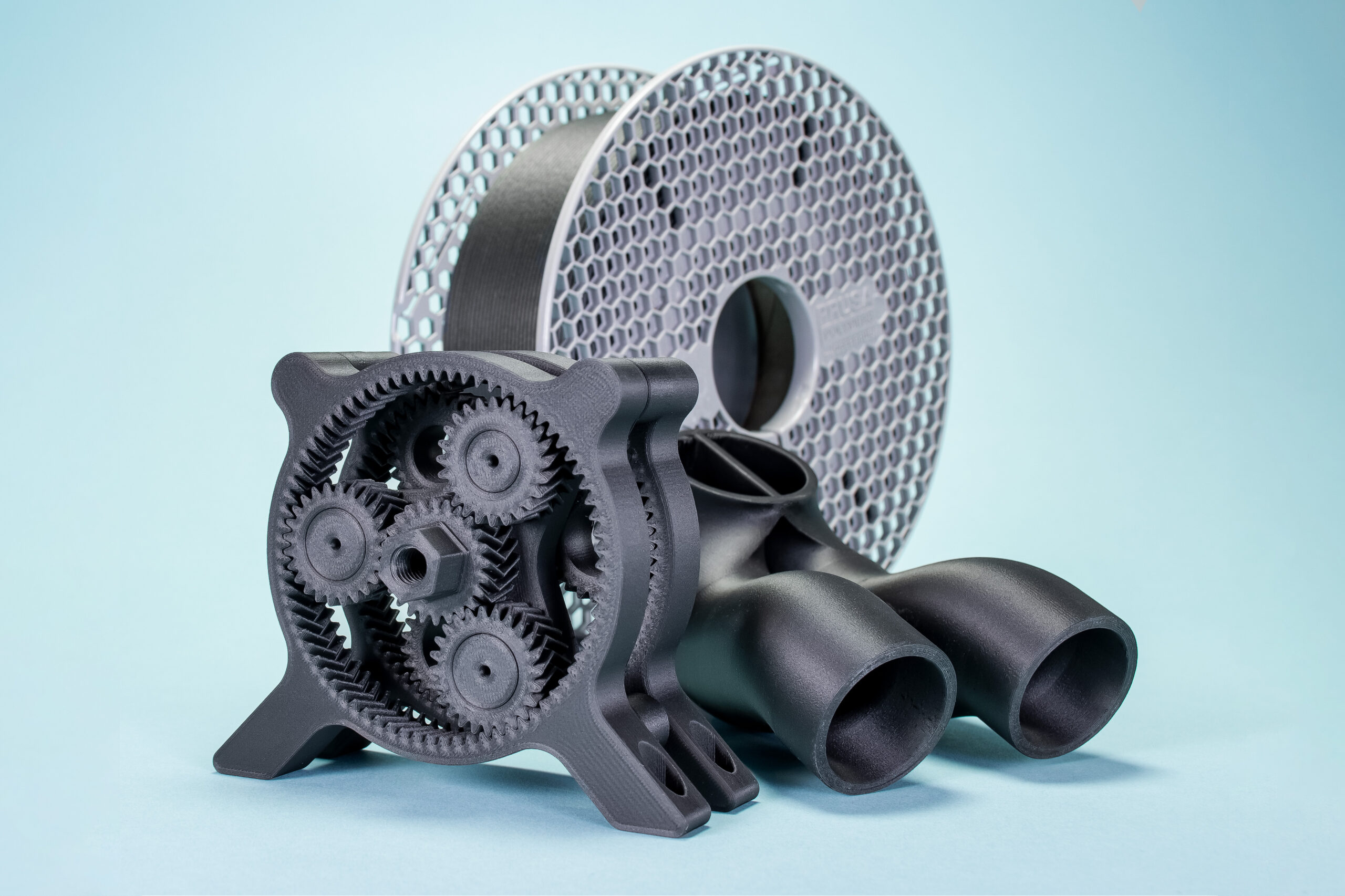
Fortschrittliche Materialien wie das Prusament PC Blend Carbon Fiber erweitern die Möglichkeiten des 3D-Drucks erheblich, und deshalb bringen wir ein weiteres neues Material auf den Markt: Prusament PA11 Carbon Fiber Black, ein Material, das perfekt für den Einsatz in der Automobilindustrie geeignet ist, sich aber auch hervorragend eignet, um zu Hause langlebige mechanische Teile zu drucken – Komponenten für Drohnen und andere RC-Modelle, Zahnräder und andere technische Teile.

Was ist PA11?
Polyamide sind eine Gruppe von polymeren Materialien, die seit den 1930er Jahren hergestellt werden, als DuPont das Polyamid 6.6 entwickelte, das unter dem Handelsnamen Nylon bekannt ist. Dieser Name ist seitdem weit verbreitet und wird oft fälschlicherweise auf andere Arten von Polyamiden angewendet. Sie werden mit Zahlen bezeichnet, die für die Anzahl der Kohlenstoffatome der Ausgangsverbindungen stehen – z.B. PA6, PA6.10, PA12, etc.
Das von uns verwendete PA11 ist eine Art Polyamid, das hauptsächlich für die SLS-Technologie verwendet wird. Dies ist ein eher unerforschtes Gebiet im Bereich des FFF 3D-Drucks. Wir haben auf diesem Gebiet ziemlich viel experimentiert und schließlich ein mehr als gutes Ergebnis erzielt. Warum haben wir PA11 gewählt? Die üblicherweise verwendeten Polyamide PA6 und PA12 haben eine Reihe von Nachteilen: PA6 ist extrem hygroskopisch, was es extrem schwierig macht, damit zu drucken, selbst 1 Tag nach dem Auspacken. In einigen Fällen kann PA6 selbst bei langen Druckvorgängen zu viel Feuchtigkeit aufnehmen. PA12 ist nicht so hygroskopisch, aber es verzieht sich extrem und haftet nur sehr schlecht auf einem Standard PEI Druckblech. PA11 ist ein guter Mittelweg – es ist weniger hygroskopisch und bietet bessere Haftung auf dem PEI Druckblech (für kleine und mittelgroße Modelle).
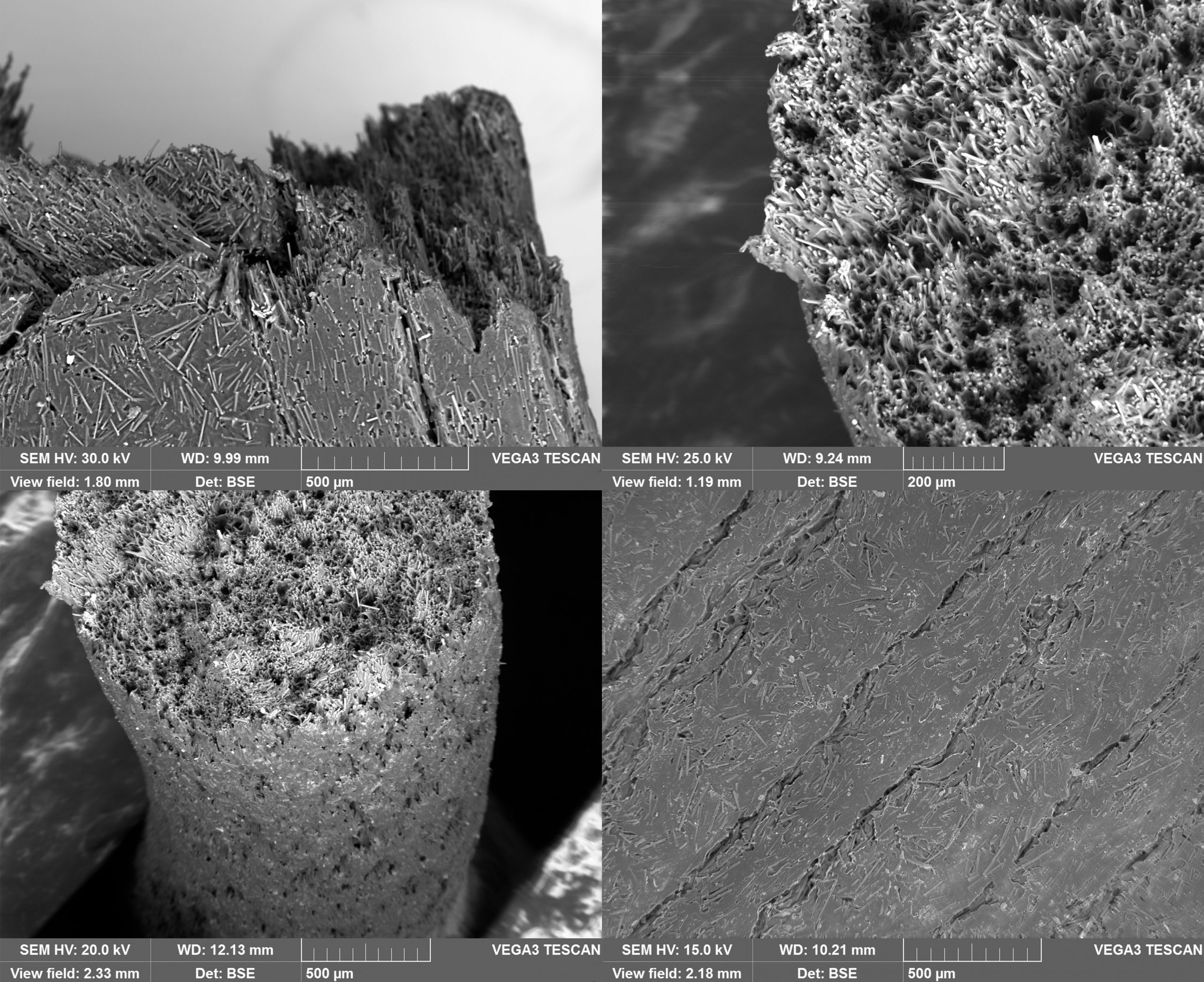
Dank zugesetzter Kohlefaser ist Prusament PA11 Carbon Fiber ist völlig verzugsfrei. Im Vergleich zu reinem Polyamid hat es eine etwas schwächere Zwischenlagenhaftung, etwa vergleichbar mit unserem Prusament PC Blend Carbon Fiber – dennoch ein sehr gutes Ergebnis.
Grundlegende mechanische und chemische Eigenschaften
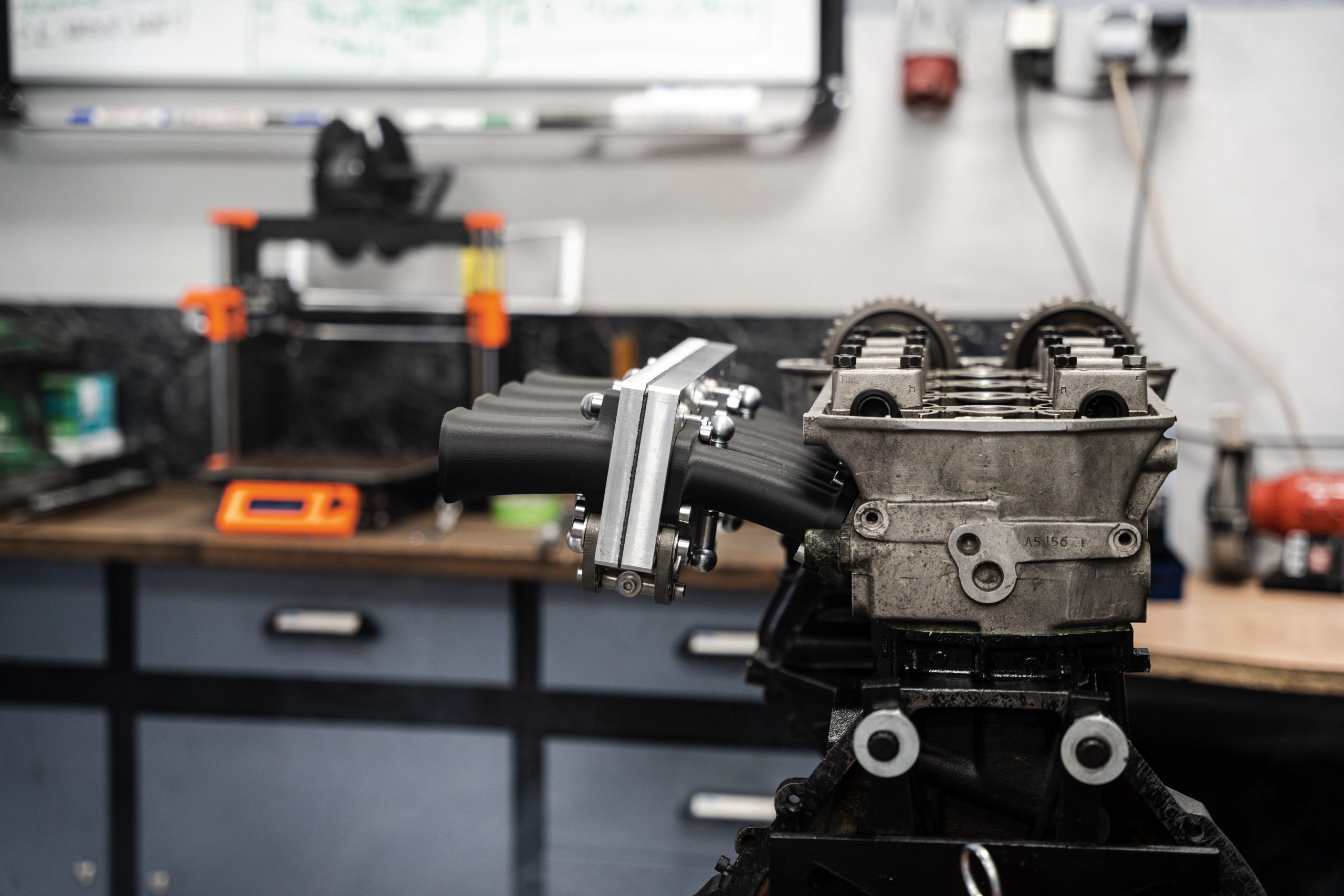
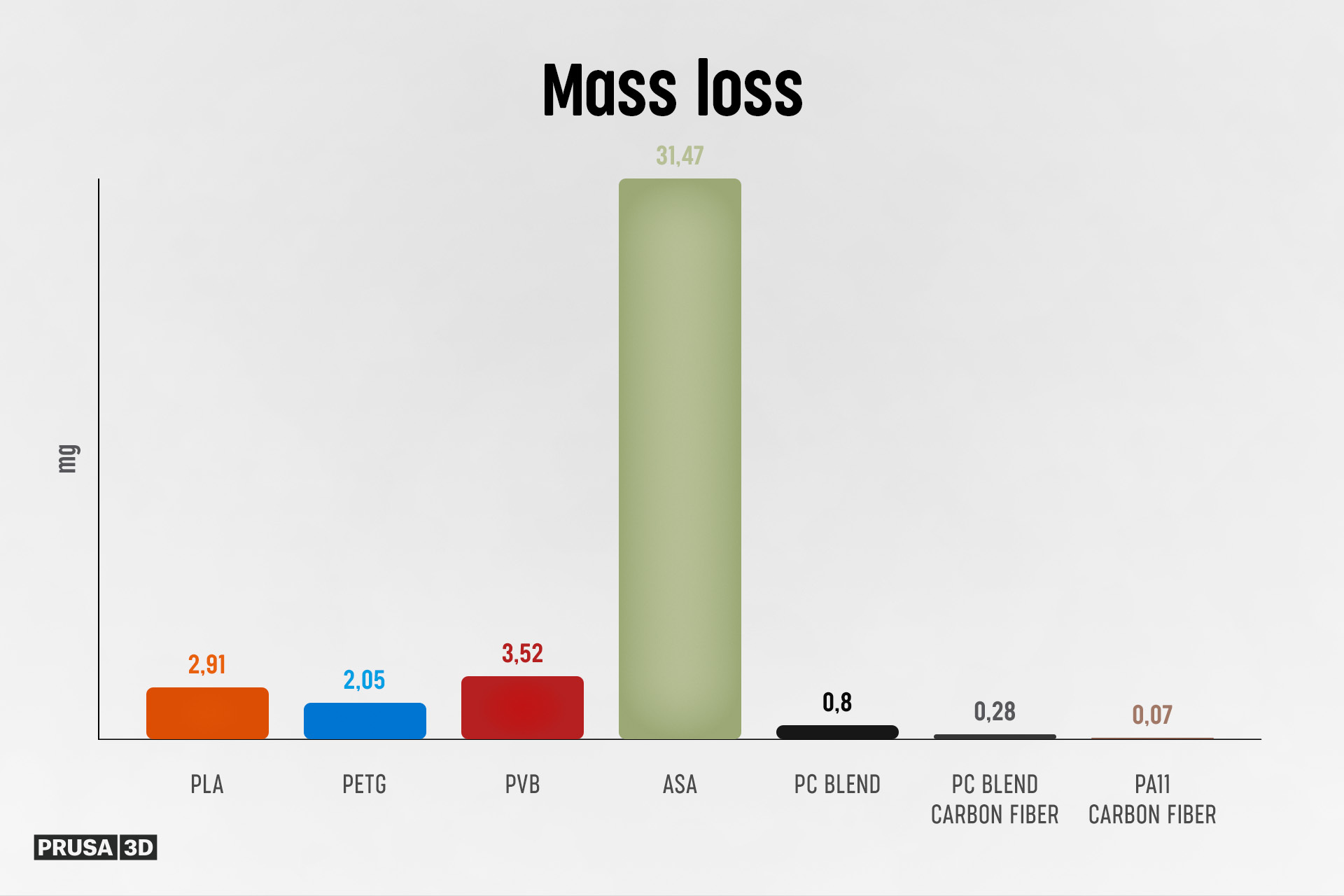
Polyamid PA11 ist ein Material, das aus Rizinusöl gemacht wird, die diesem Filament hinzugefügten Kohlenstofffasern sind recycelt, wie bei Prusament PC Blend Carbon Fiber. Der wohl größte Vorteil dieses Materials ist seine Hochtemperaturbeständigkeit, die je nach Belastung bis zu 190 °C beträgt. Das macht es perfekt geeignet, um spezielle Teile zu drucken, z.B. Teile von Maschinen, die Wärme abstrahlen (Motoren usw.).
Der zweite große Vorteil von PA11 (und Polyamiden im Allgemeinen) ist seine exzellente chemische Beständigkeit gegenüber einer Reihe von Lösungsmitteln. PA11 besitzt eine gute Beständigkeit gegen Basen (z.B. NaOH), Alkohole (Methanol, Ethanol), Toluol, Aceton, Motoröl, Benzin, Diesel usw.
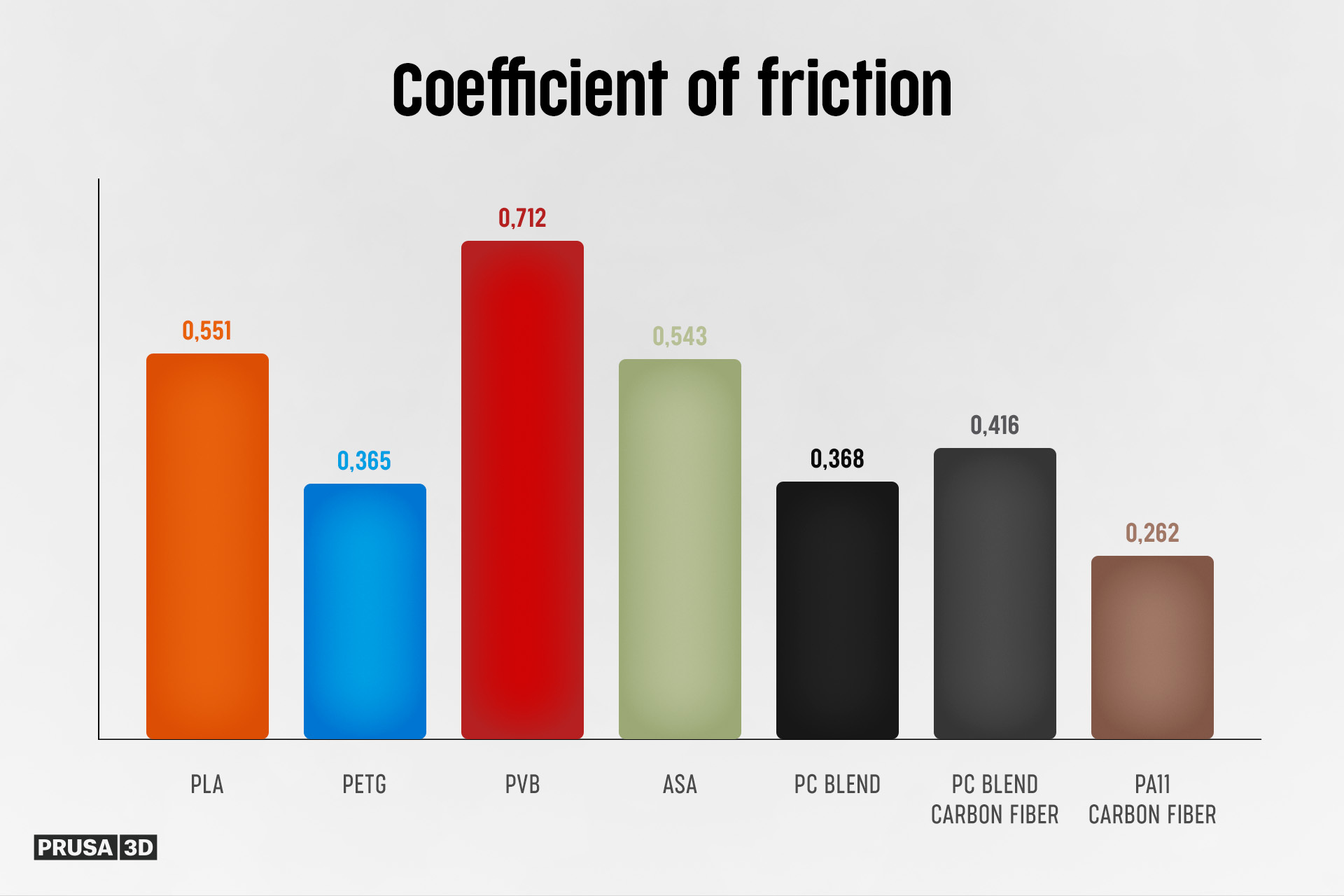
Prusament PA11 Carbon Fiber hat eine gute Reibungs- und Abriebfestigkeit. Dadurch eignet es sich für das Drucken von Zahnrädern und anderen beweglichen Teilen. Was die anderen mechanischen Eigenschaften (Schlagzähigkeit, Zugfestigkeit) betrifft, so sind diese ähnlich wie die von Prusament PC Blend Carbon Fiber. Für eine bessere Vorstellung, empfehlen wir einen Blick auf unsere Materialtabelle.
PA11 ist, wie andere Polyamide auch, ein hygroskopisches Material (absorbiert Luftfeuchtigkeit). Wenn die absorbierte Feuchtigkeit ein hohes Niveau erreicht, verschlechtert sich die Druckqualität. Die Verschlechterung tritt zwischen einigen Tagen und einem Monat ein. Wenn Sie sich nicht sicher sind, wie lange es her ist, dass Sie den versiegelten Beutel geöffnet haben, oder wenn Sie längere Zeit nicht gedruckt haben, empfehlen wir Ihnen, das Filament vor dem Drucken bei 90 °C für 4-6 Stunden zu trocknen. Die Absorption von Feuchtigkeit kann sich manchmal durch das Entfernen von Stützen bemerkbar machen. Wenn das Filament trocken ist, sollte das Entfernen der Stützen einfach sein.

Vorteile des Druckens auf einem speziellen Druckblech
Zusammen mit Prusament PA11 Carbon Fiber Black, bringen wir auch ein brandneues Druckblech speziell für das Drucken von Polyamiden entwickelt. Der Grund dafür ist die geringe Haftung von PA11 auf unseren klassischen PEI-Druckblechen. Bisher haben wir empfohlen, Polyamide auf strukturierten oder satinierten Druckblechen mit einer Schicht Klebstoff (Klebestift) zu drucken, aber das hat sich als nicht sehr geeignet erwiesen. Sicher, kleinere Modelle mit spärlichem Infill können auf PEI-Bögen gedruckt werden, die mit Klebestift beschichtet sind, aber für den zuverlässigen Druck von technischen Modellen brauchen Sie etwas Besseres. Prusament PA11 Carbon Fiber insbesondere kann sich beim Druck auf herkömmlichen Blechen leicht ablösen und verziehen, obwohl es mit Kohlefaser gefüllt ist. Deshalb haben wir eine neue Schicht aus einem speziellen Material entwickelt, das eine deutlich bessere Haftung für Polyamid-Druckmaterialien bietet.

Unser neues PA Nylon Druckblech kommt mit einer matten Textur ähnlich dem satinierten Druckblech. Neben Polyamiden ist es auch kompatibel mit PETG, das Drucken mit anderen Materialien wird aufgrund einer schwachen Haftung nicht empfohlen. Auch die Polyamide selbst unterscheiden sich in ihrer Zusammensetzung und können unterschiedliche Haftungseigenschaften aufweisen. Viele Polyamide, vor allem reine (z.B. ohne Kohlefasern), haben eine starke Verzugsneigung. Deshalb kann es bei einigen Materialien erforderlich sein, die Randfunktion zu verwenden, auch wenn sie gut auf der Oberfläche haften. Bislang können wir nicht sagen, ob eines der ungetesteten Polyamide eine starke oder schwache Haftung aufweist – deshalb empfehlen wir, nur die in unserer Materialtabelle genannten Polyamide zu drucken. Diese Filamente funktionieren sehr gut mit unseren speziellen PA Nylon Druckblechen mit ausgewählten Drucktemperaturen.
Für eine einfache Entfernung des Drucks und eine lange Lebensdauer des Blechs müssen Sie es nur vor jedem Gebrauch mit Wasser waschen und die Höhe der ersten Schicht einstellen. Wir empfehlen dringend, das Blech NICHT mit Aceton, IPA (Isopropylalkohol) und anderen Chemikalien auf Alkoholbasis (einschließlich Fensterreiniger, 3DLAC usw.) zu waschen. Die Verwendung von IPA (und anderen Chemikalien) macht die Oberfläche matt und verändert die Oberflächenstruktur und -haftung. Dies führt zu einer kürzeren Lebensdauer und einem viel höheren Risiko, das Blech zu beschädigen. Wenn Sie sichtbare Fettflecken (z.B. Fingerabdrücke) haben, können Sie das Blech mit Wasser und Spülmittel reinigen. Wir empfehlen, das Blech mit Spülmittel zu waschen, bevor Sie es auf die andere Seite drehen.
Druckeinstellungen und andere Druckerausstattungen
Zusätzlich zu einem speziellen Druckblech, ist das Drucken mit einer gehärteten Düse erforderlich aufgrund der stark abrasiven Eigenschaften der Kohlefaser. Wir empfehlen die Verwendung der Nozzle X für beste Ergebnisse.
Wir empfehlen, auf einem Drucker in einem Gehäuse zu drucken oder den Drucker in einem gut belüfteten Raum (siehe unser Materialsicherheitsdatenblatt). Das Drucken von Polyamid setzt einen relativ starken Geruch in die Luft frei und emittiert potenziell gefährliche Partikel (UFP – ultrafeine Partikel). Unser Original Prusa Enclosure ist eine ideale Option. Nicht nur der Geruch wird reduziert, sondern die höhere Umgebungstemperatur verbessert auch die Haftung zwischen den gedruckten Schichten. Wenn Sie in dem Gehäuse fertig gedruckt haben, öffnen Sie zuerst das Fenster und dann die Türen des Gehäuses, um die Luft schnell zu wechseln.
Aufgrund der hohen Drucktemperaturen raten wir von der Verwendung des Original Prusa MINI+ ab – der Original Prusa MK3S+ ist der richtige Weg zum Drucken von Prusament PA11 Carbon Fiber Black und der XL wird das Material auch unterstützen.
Tipp: Müssen Sie das Prusament PA11 Carbon Fiber Druckprofil in PrusaSlicer hinzufügen? Stellen Sie sicher, dass Sie PrusaSlicer 2.4.2 oder neuer verwenden. Gehen Sie zu Konfiguration – Konfigurationsassistent – Filamente – NYLON – Prusa Polymers – markieren Sie die Option Prusament PA11 Carbon Fiber und drücken Sie Fertigstellen. Jetzt wird PA11 in der Liste der Materialien verfügbar sein.
Farbe, Erscheinungsbild und Preis
Das Prusament PA11 Carbon Fiber Black ist wieder in schwarzer Farbe erhältlich, aufgrund des Carbonfaseranteils im Filament. Sie werden sich vielleicht fragen, warum wir die Spulenseiten unterschiedlich gefärbt haben – diese sind grau, um geklebte Spulen von gesteckten zu unterscheiden. Wenn das Filament trocknet (90°C), dehnen sich die Spulenseiten thermisch aus und wenn sie abkühlen, kann die Spule auseinanderfallen. Aus diesem Grund mussten wir die Teile aus Papier und Kunststoff zusammenkleben. Sie können das Papier und den Kunststoff trotzdem auf dieselbe Weise recyceln wie bei normalen Spulen, Sie müssen nur etwas mehr Kraft aufwenden, um die Spule zu zerlegen.
Typische Anwendungen für Prusament PA11 Carbon Fiber






