Jak to děláme
Současný trh nebyl schopen uspokojit naše požadavky na vysoce kvalitní filament, a tak jsme se rozhodli vyrobit si náš vlastní – z materiálů prémiové kvality při striktní kvalitě kontroly.

ODVLHČENÍ PLASTOVÝCH PELET
Na počátku je polymer použitý pro výrobu filamentu v podobě bezbarvých plastových pelet. V tomto stavu je náchylný k absorbování vlhkosti ze vzduchu. Plastové pelety jsou proto před přesunem na extruzní linku nasáty do sušičky, kde se pomocí suchého vzduchu a řady prachových filtrů zbaví vlhkosti a nechtěných částic.
MĚŘENÍ BAREVNOSTI A AUTOMATICKÉ DÁVKOVÁNÍ BARVY
Finální barvy filamentu je dosaženo přidáním pigmentu do čirých plastových pelet. Během výroby je barva neustále měřena a dávkování pigmentu řízeno v reálném čase dle metriky CIELAB ΔE. Pokud se kdykoliv během výroby barva odchýlí od tolerovaného rozsahu, je cívka automaticky vyřazena.
EXTRUZE
Granulát je roztaven v sekvenci vyhřívaných zón s postupně vzrůstající teplotou. Následně šroub posouvá roztavený plast dopředu, dokud nedosáhne vytlačovací hlavy. Ihned poté je vytlačený plast zchlazen v několika lázních.
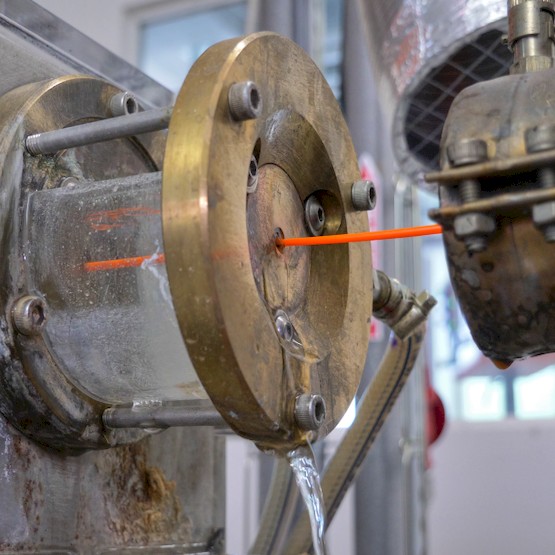
Chlazení
Extrudovaný filament prochází několika chladícími lázněmi. Tyto lázně obsahují speciálně upravenou měkkou vodu s antibakteriálními a protikorozními přísadami.


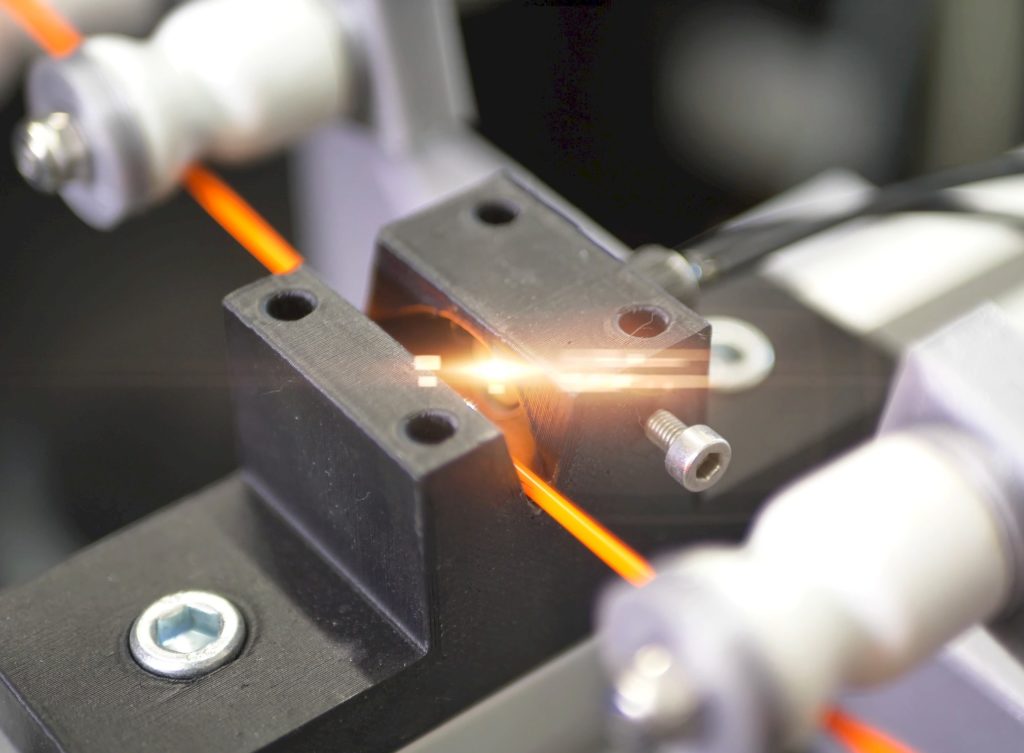
2-OSÉ MĚŘENÍ PRŮMĚRU LASEREM
Přesný průměr filamentu je nejdůležitější vlastností Prusamentu. Je měřen 10000x za minutu ve dvou na sebe kolmých osách. Tato měření jsou uložena do naší databáze a mohou být zobrazena online. Na rozdíl od průmyslového standardu ±0,05 mm je naše tolerance nastavena na ±0,02 mm.
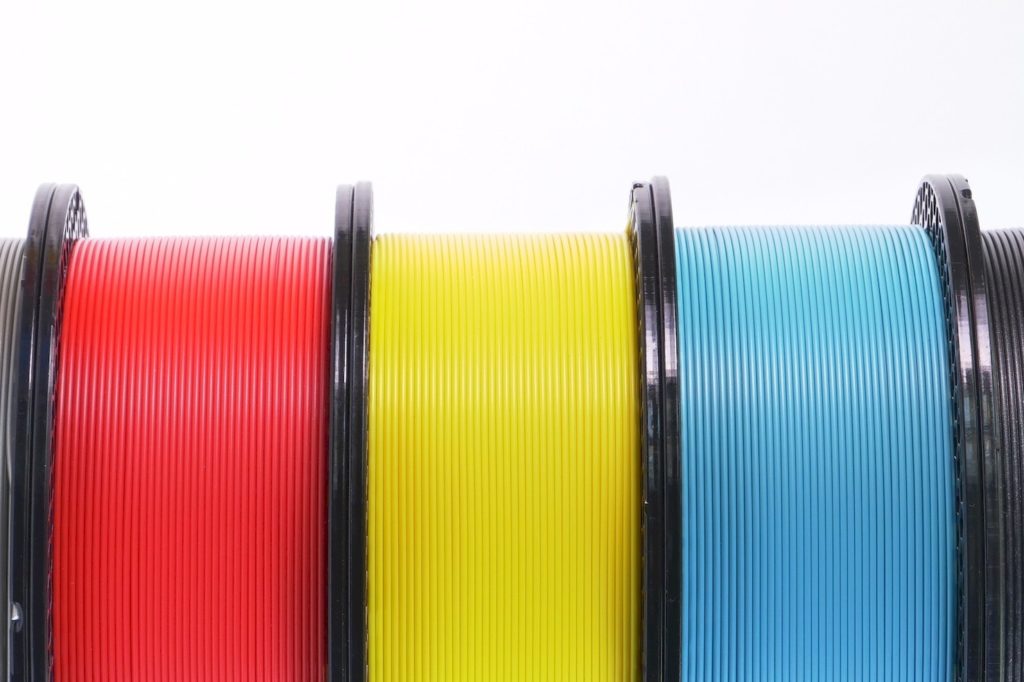
NAVÍJENÍ
Abychom dosáhli hladkého odvíjení při tisku, je každá cívka Prusamentu pevně navinuta.

Balení
Abychom předešli vniknutí vlhkosti během transportu, je každá cívka vakuována. Na závěr je cívka uložena do kartonového obalu.