Chemická odolnost materiálů pro 3D tisk
This article is also available in following languages:






Se vzrůstajícím zájmem o 3D tisk se na trhu objevují nové tiskové materiály a s nimi i další možnosti využití 3D tisku. Je již běžnou praxí, že se vytištěné modely používají venku, kde musí odolávat povětrnostním vlivům a UV záření, nebo v průmyslových odvětvích při vystavení mechanické zátěži. Často musí také odolávat chemicky náročnému prostředí.

Proto jsme se rozhodli prozkoumat chemickou odolnost našich materiálů blíže. Představíme vám chemicky odolné polymery a dozvíte se, jak chemické prostředí ovlivňuje životnost materiálu.
Prusamenty typu PLA, PVB, PETG, ASA a PC-Blend jsme vystavili chemicky odlišným prostředím: Vybírali jsme látky, které jsou běžné dostupné a je s nimi možné bezpečně manipulovat.
Věříme, že výsledky měření vám pomohou s výběrem správného materiálu pro vaše potřeby, nebo rozšíří povědomí o vlastnostech polymerů obecně.
Kde se využívají chemicky odolné materiály?
S požadavky na chemicky odolné materiály se setkáme v mnoha průmyslových odvětvích. Ve strojírenském či automobilovém průmyslu jsou koncové výrobky vystaveny mnoha agresivním látkám: Díly pro výrobní linky jsou běžně v kontaktu s oleji a čistícími prostředky. Komponenty pro automobily jsou kromě vystaveny různých typů olejů vystaveny i mazivům a dalším látkám pro údržbu.

Ve farmaceutickém nebo potravinářském průmyslu jsou standardem požadavky na chemickou stálost materiálu. Jelikož je nabídka polymerů široká a materiály pro 3D tisk chemicky rezistentní, i zde se setkáme s 3D tištěnými komponenty.
Chemická odolnost polymerů
Chemická odolnost je schopnost materiálu odolávat chemicky agresivnímu prostředí, kterému je po dobu své aplikace vystaven. V současné době existuje široké spektrum polymerů schopných odolávat kyselinám, rozpouštědlům, alkoholům či horké vodě a dalším. V článku uvedeme výběr nejčastěji používaných polymerů vhodných pro 3D tisk, které jsou více či méně vhodné pro použití v chemicky náročném prostředí.
Hlavní faktory, které ovlivňují chemickou odolnost polymeru
Molekulární struktura polymeru
Chemická odolnost plastů závisí primárně na fyzikální a chemické struktuře polymeru a na chemickém složení látky. Polymery používané pro 3D tisk mají po zchladnutí řetězce formované buď jako amorfní (neuspořádanou) nebo semikrystalickou (částečně uspořádanou) fázi. U semikrystalické jsou uspořádané segmenty obklopeny neuspořádanými shluky řetězců. Poměr těchto segmentů (označovaný jako krystalinita) má vliv na teplotní odolnost, pevnost a houževnatost polymeru. Stejně tak ovlivňuje odolnost polymeru vůči chemicky agresivní látce. Více krystalický polymer je tak odolnější vůči agresivní látce než polymer méně krystalický. Vliv může mít i orientace polymerních vazeb a přítomnost plniv v materiálu.
Schopnost materiálu odolávat náročnému prostředí závisí nejen na chemické odolnosti, ale i dalších faktorech, které jej zatěžují: Mezi ně patří mechanické namáhání, fyzická absorpce látky materiálem, či teplota. Právě tyto parametry mohou výrazně ovlivnit požadavky na výběr materiálu.
Pokud materiál není chemicky odolný, při kontaktu s agresivní látkou nastává riziko rychlé degradace jeho polymerních vazeb. Důsledkem je nižší pevnost v tahu, menší rázová houževnatost a kratší životnost materiálu, což může mít za následek selhání součásti.
Absorpce látky
Pokud u polymeru dochází k chemické reakci, je ovlivněna struktura polymerního řetězce. Při fyzické absorpci látky polymerem nedochází k ovlivnění řetězce, ale dochází k nasáknutí látky do plastu připomínající houbu nasakující vodu. Chemikálie může uvnitř způsobit změny hmotnosti, pohyblivosti polymerních řetězců a rozměrů plastové součásti. To se může projevit také jako změknutí, či naopak křehnutí plastu.
Teplota
Většina difúzních procesů je závislá na teplotě. V praxi to znamená, že chemická degradace polymerů exponenciálně roste s vyšší teplotou látky. Obecně lze říct, že čím je teplota látky vyšší, tím nižší je odolnost materiálu vůči prostředí. Například lze pozorovat, že stejný materiál je odolnější ve studené vodě, než v horké vodě při stejné koncentraci a délce expozice.
Koncentrace chemické látky
Zvyšováním koncentrace působící látky ve většině případů urychluje znehodnocování polymeru.
Mechanické napětí působící na materiál
Důležitým faktorem při působení chemicky agresivního prostředí, je mechanické namáhání. Zatížení materiálu v chemicky agresivním prostředí může vést k roztržení kovalentních vazeb, přestože je zatížení pod mezí kluzu materiálu. Vznikají trhliny, které dále pronikají do hloubky materiálu, což může vést k porušení celistvosti.
Design 3D modelu
U 3D tištěných modelů je dalším důležitým parametrem i design a kvalita vytištěného modelu. Korozivní látky mohou prostoupit skrze vytištěný objekt a značně snížit jeho životnost. Proto je nutné zvolit správně materiál i tiskové parametry modelu.

Chemická odolnost běžně užívaných materiálů pro 3D tisk
Obecně platí, že chemikáliím nejlépe odolávají technické materiály: Mezi ty s excelentní chemickou odolností patří např. PP (polypropylen), PA (polyamid, nylon), PE (polyethylen), PEEK (Polyetheretherketone), PTFE (polytetrafluoroethylene, teflon), PVC (polyvinylchlorid), nebo PVDF (polyvinylidenefluorid).
Mezi materiály s dobrou chemickou odolností můžeme řadit PC (polykarbonát), TPU, PETG, ASA, či ABS. Rezistivita těchto materiálů je však závislá na konkrétním prostředí, teplotě prostředí a dalším druhům namáhání. Např. materiál ABS degraduje v acetonu velmi rychle.
Naopak materiály, které nemají technické charakteristiky jako PLA, PVB nejsou vhodné pro použití v chemicky agresivním prostředí – kyseliny, alkoholy, atd.
Tabulka chemické kompatibility plastových materiálů a jejich chemické odolnosti
Níže uvádíme orientační tabulku nejčastěji používaných polymerů pro 3D tisk, které byly testovány v různých chemikáliích. Dle hodnocení odolnosti od A do D lze určit, který polymer je vhodný pro použití v dané látce. Testy byly provedeny při teplotě 23 °C.

* Fridex je průmyslový název pro chemickou sloučeninu používanou v nemrznoucích chladících kapalinách pro automobily. Jedná se o koncentrovanou chladicí kapalinu na bázi ethylenglykolu.
** Savo je čisticí a dezinfekční prostředek. Dezinfekční látka je chlornan sodný, 4,7g / 100g.
Hodnocení:
A – Odolává velmi dobře. Polymer se nerozpouští, neabsorbuje látku, ani nebobtná během týdenního ponoření (změna hmotnosti a rozměrů pod 1%).
B – Odolává středně až dobře. U polymeru došlo k mírnému bobtnání nebo změně hmotnosti (změna hmotnosti nebo rozměrů 2 – 3%).
C – Odolává špatně. Při delší době expozice polymeru dochází k výraznému bobtnání a změně hmotnosti zkušebního vzorku (změna hmotnosti nebo rozměrů 4-5%).
D – Neodolává. Červená barva znamená významnou změnu hmotnosti, silné bobtnání (změna hmotnosti nebo rozměrů nad 5%) nebo úplné zničení vlákna (2).
Data pro hodnocení polymerů byla získána z našeho měření v laboratorních podmínkách a z vědecké publikace (1).
Pro přesnější analýzu výsledků by bylo nutné provést rozsáhlejší laboratorní testování. Vliv na životnost materiálu a jeho chemickou rezistivitu má nejen látka samotná, ale i okolní vlivy, jako je teplota, koncentrace látky, mechanické namáhání komponentu a další faktory uvedené výše.
Testy chemické odolnosti Prusamentu PLA, PVB, PETG, ASA, PC Blend
Odolnost každého materiálu se měnila v závislosti na chemickém složení prostředí, kterému byl vystaven. Bylo změřeno, jaký vliv má prostředí na odolnost materiálu. Blíže byly porovnány dvě vlastnosti materiálu – jeho pevnost a houževnatost.
Průběh testování
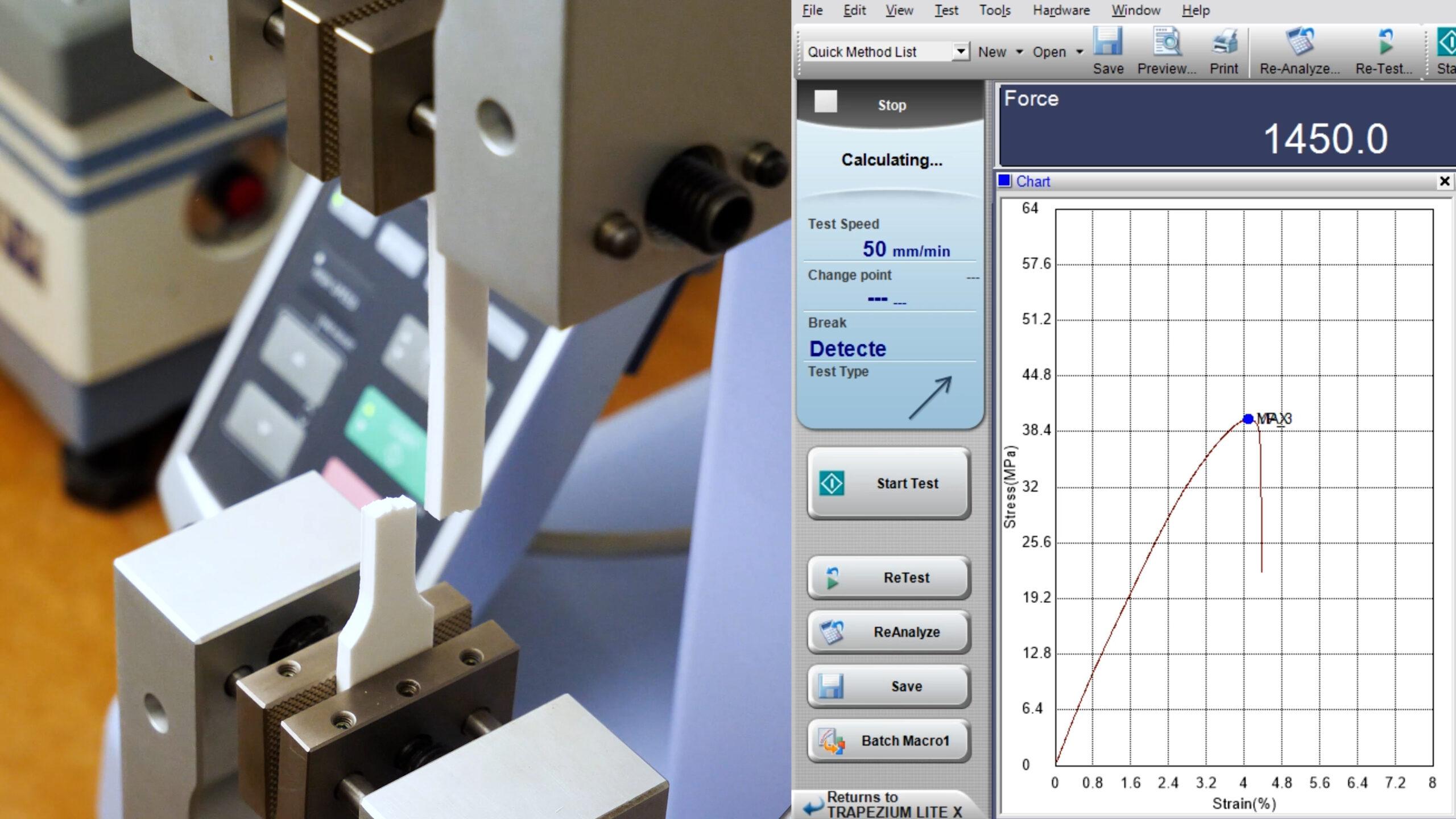
Pro každý materiál bylo vytisknuto více než 400 zkušebních tělísek, která byla vystavena chemické zátěži a následně podrobena měření pevnosti v tahu a rázové houževnatosti dle Charpyho. Pevnost v tahu byla měřena dle normy ISO 527 na univerzálním zkušebním stroji. Měření rázové houževnatosti probíhalo v souladu s normou ISO 179.

Model zkušebních tělísek byl vygenerován programem PrusaSlicer. G-code obsahoval tiskové nastavení pro materiálový profil Prusament pro daný materiál, tedy – Prusament PLA, Prusament PETG, Prusament ASA, Prusament PC Blend a Prusament PVB, infill 100%, 2 perimetry, výška vrstvy 0,2 mm. Orientace modelu na tiskové podložce byla v osách XY.


Všechny materiály byly testovány v devíti látkách, které vykazovaly různé chemické složení – voda, ethanol (EtOH), isopropylalkohol (IPA) 75% a 99%, ocet 8% (jehož hlavní složkou je kyselina octová), kuchyňská sůl (NaCl) 10%, kyselina citronová (C6H8O7), Fridex (ethylenglykol) a Savo (obsahující chlornan sodný jako účinnou látku. Mícháno s vodou v poměru 1:10).
Expozice chemického prostředí vůči materiálu probíhala při pokojové teplotě cca 23 °C ve čtyřech časových intervalech – 1 hodina, 7 hodin, 24 hodin a 7 dní.
Výsledky testů
Data získaná z měření pevnosti materiálu v tahu a rázové houževnatosti jsou uvedena graficky. Získané hodnoty byly přepočteny na procenta – je tedy možné sledovat, jak se vlastnosti materiálů mění v závislosti na čase expozice a chemickém prostředí. Přírůstek nebo pokles chemické odolnosti v konkrétním prostředí je možné sledovat dle procentuálních změn na grafech. Pro porovnání změn pevnosti, či houževnatosti materiálu s výchozí hodnotou je u každého grafu uveden zkušební vzorek (tzv. etalon), který nebyl vystaven žádné chemické látce. Tisk etalonu probíhal za stejných podmínek.
Naměřené hodnoty jsou závislé na laboratorních podmínkách a vlastnostech vytištěného vzorku. V reálném prostředí se výsledky mohou mírně lišit. Především v závislosti na teplotě, koncentraci chemické látky a případně dalších složkách ve směsi. Pro názornost a porovnání odolnosti materiálu vůči chemickým prostředím jsou tyto grafy dostatečně vypovídající.
PLA
Pevnost v tahu:
Počáteční hodnota: 55 MPa = 100 %
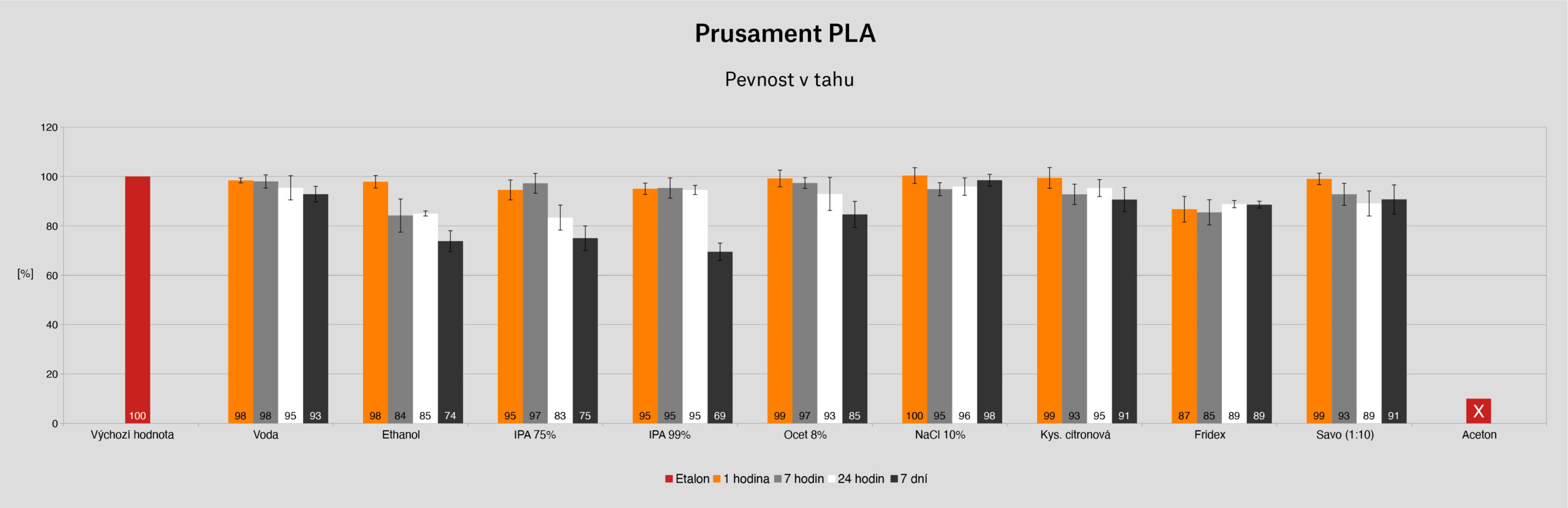
Dle hodnot grafu lze sledovat, že pevnost v tahu PLA mírně klesala při kontaktu s vodou. Pokles pevnosti byl výraznější v agresivnějším prostředí. Rychlý pokles pevnosti byl evidován při kontaktu s fridexem (ethylenglykol) a to již po 1. hodině. Postupný pokles pevnosti nastal při kontaktu s IPA po více než 24 hodinách. Při ponoření materiálu PLA do acetonu došlo ke zborcení zkušebního tělíska.
Rázová houževnatost (dle Charpyho):
Počáteční hodnota: 15 kJ/m2 = 100 %
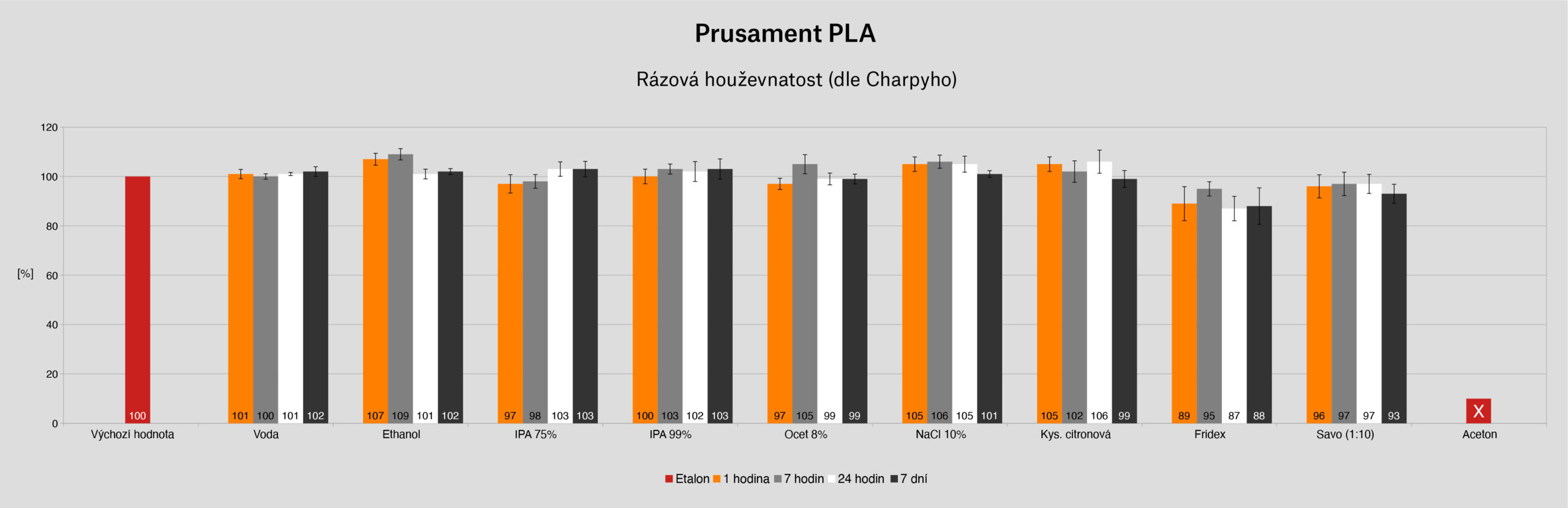
Rázová houževnatost materiálu PLA byla mírně vyšší při kontaktu s méně agresivním prostředím. K výraznějšímu poklesu houževnatosti došlo při expozici ve fridexu (ethylenglykol) a savu.
PVB
Pevnost v tahu:
Počáteční hodnota: 52 MPa = 100 %
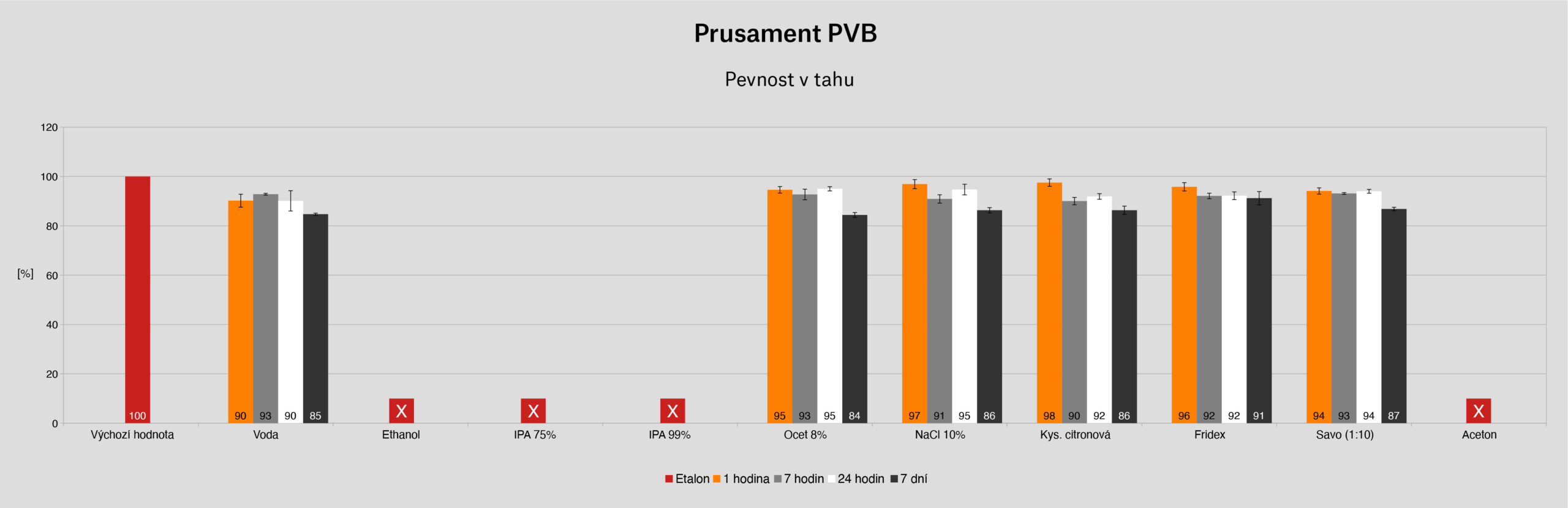
Material PVB se projevil jako velmi nasákavý a tím byla jeho pevnost ovlivněna. U méně agresivních látek nedošlo k rapidnímu poklesu pevnosti, avšak trend vykazoval, že s přibývajícím časem se pevnost snížila. Při kontaktu s látkami Ethanol, IPA, Aceton zkušební tělísko změklo a částečně rozpustilo již po 1 hodině, po delším expozici se zbortilo. Těmto látkám PVB neodolalo, proto nebylo možné provést měření vzorků.
Rázová houževnatost (dle Charpyho):
Počáteční hodnota: 54 kJ/m2 = 100 %
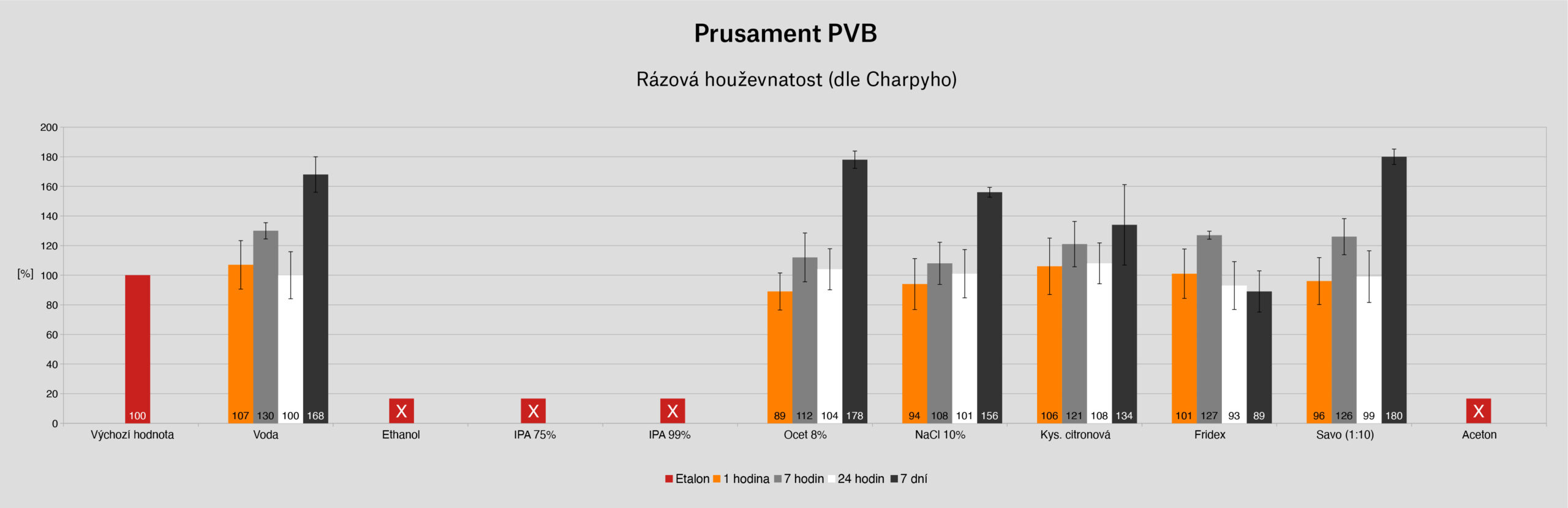
U materiálu PVB byla patrná nízká chemická odolnost a výrazné navlhání. Díky tomu došlo k zvýšení rázové houževnatosti ve všech testovaných látkách. Látky Ethanol, IPA a Aceton zcela narušili strukturu zkušebních tělísek. I zde byly zkušební vzorky již po 1. hodině expozice nepoužitelné pro další měření.
PETG
Pevnost v tahu:
Počáteční hodnota: 47 MPa = 100 %
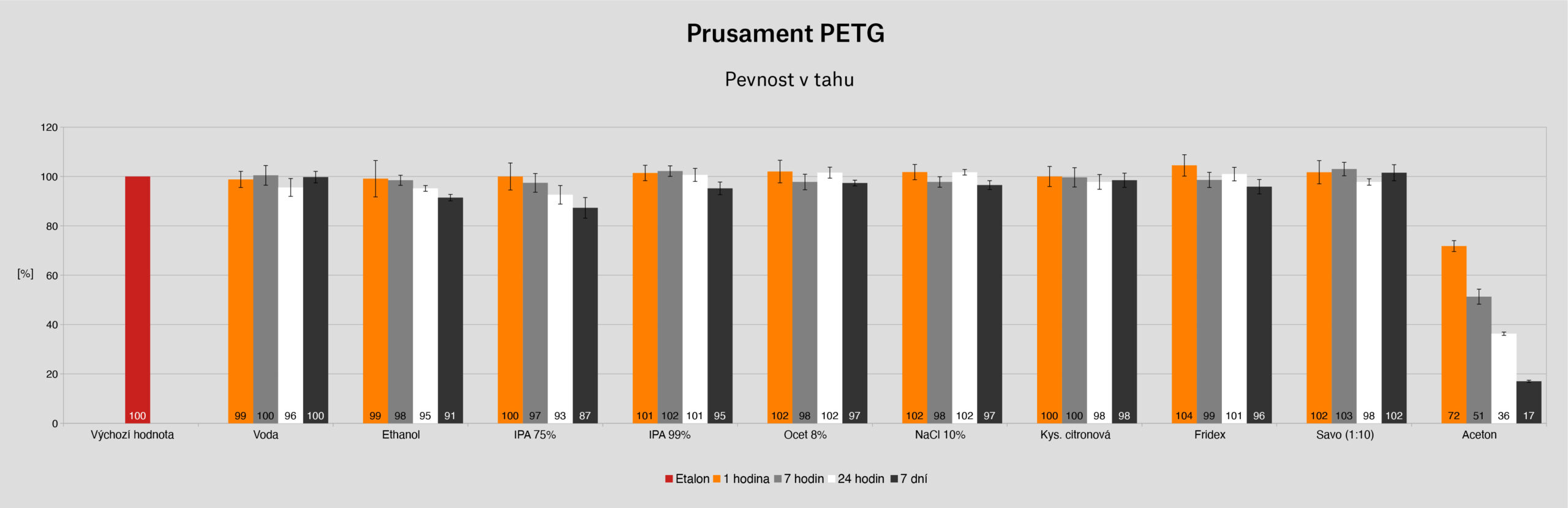
U materiálu PETG se pevnost v tahu výrazně změnila při kontaktu s acetonem. Napříč ostatními látkami se pevnost vychyluje v řádu jednotek procent. Výraznější změny nastaly po delší době expozice. Během expozice látky po dobu 7 dní došlo k úbytku pevnosti testovaného tělíska ponořeného do ethanolu, IPA 75% i IPA 99%, acetonu.
Rázová houževnatost (dle Charpyho):
Počáteční hodnota: 65 kJ/m2 = 100 %
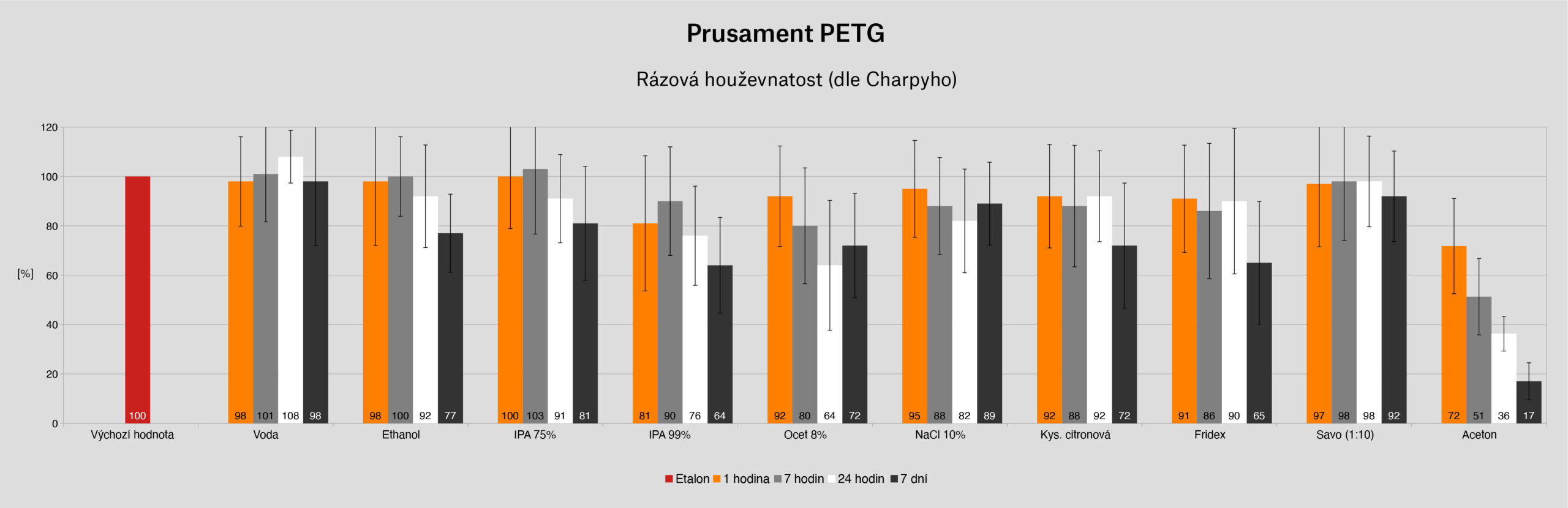
Rázová houževnatost PETG zůstala téměř zachována pouze při kontaktu s vodou. Při kontaktu se savem zůstala hodnota houževnatosti téměř stejná i po 24 hodin. Při delším času expozice se ale snížila a klesla na hodnoty kolem 92%. U ostatních látek došlo k výraznému poklesu houževnatosti. U IPA, ocet, aceton a Fridex je snížení houževnatosti nejvýraznější.
ASA
Pevnost v tahu:
Počáteční hodnota: 42 MPa = 100 %
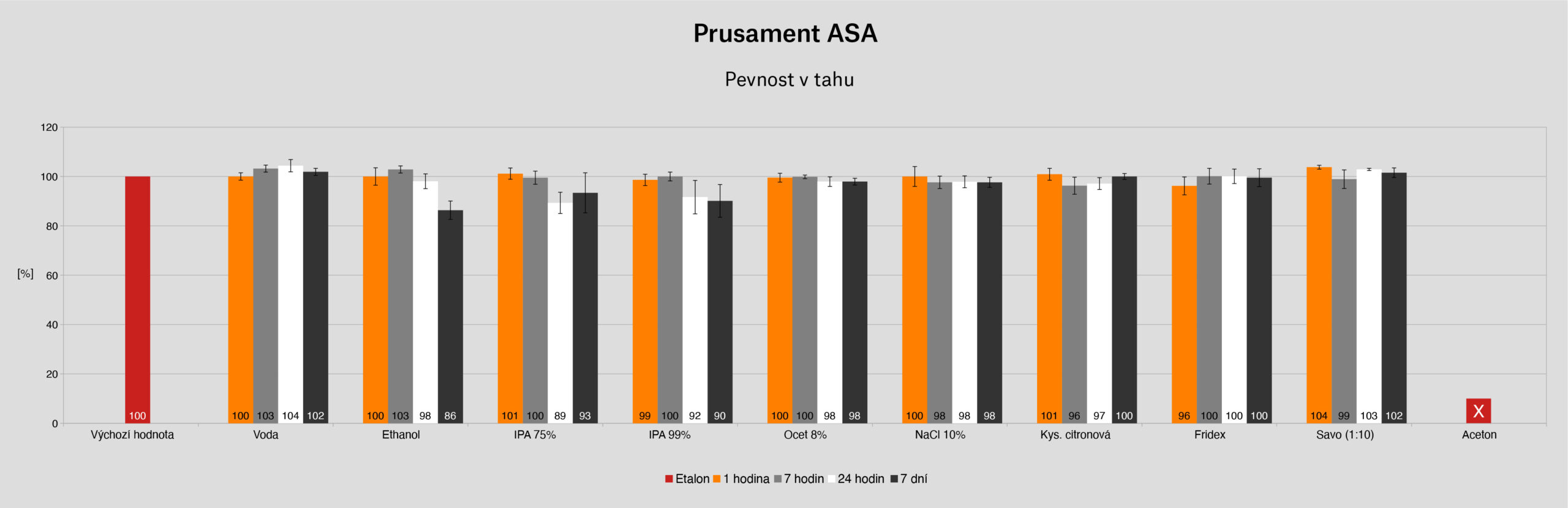
ASA pevnostně odolala látkám jako je voda, kyselina citronová, fridex, savo a to i při delší době expozice. K výraznějšímu poklesu tahové pevnosti došlo v ethanolu, IPA 75% a IPA 99%. V acetonu došlo ke zborcení zkušebního tělíska. Měření se proto nedalo uskutečnit.
Rázová houževnatost (dle Charpyho):
Počáteční hodnota: 25 kJ/m2 = 100 %
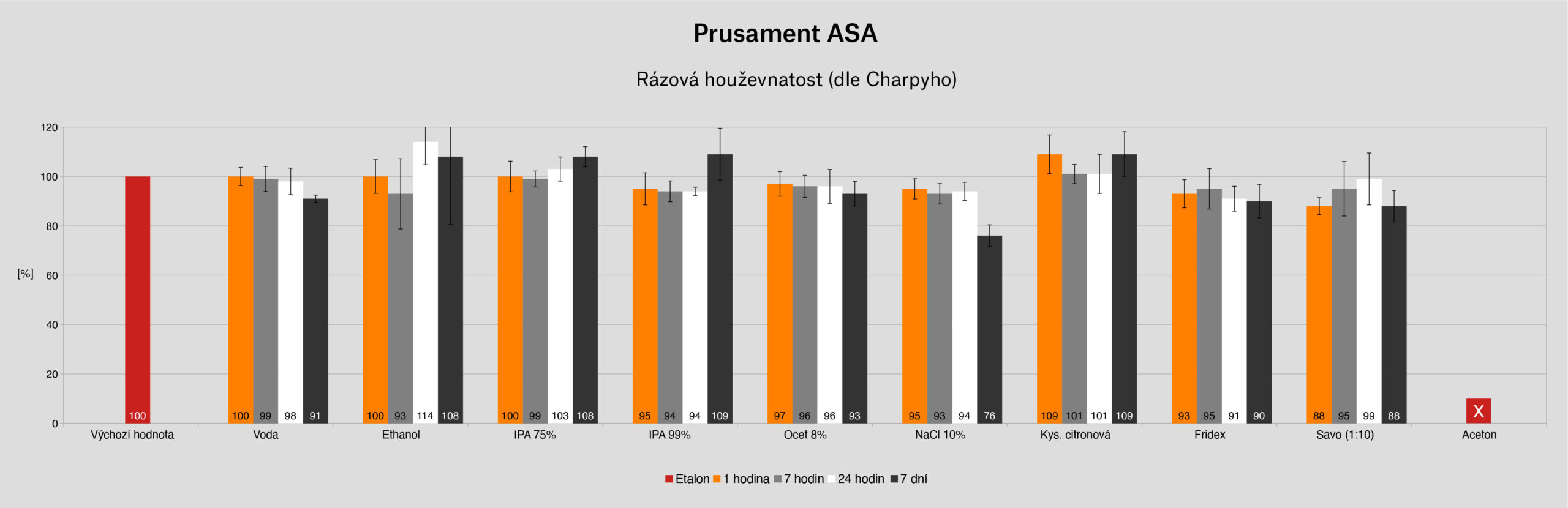
Rázová houževnatost ASA se při použití v chemicky agresivním prostředí snížila. Dle grafu můžeme porovnat úbytek houževnatosti, který byl nejvýraznější u NaCl 10% po 24 hodinách expocie. Opakem jsou však hodnoty houževnatosti měřené u vzorků vystavených látkám ethanol, IPA 75%, či kyselina citronová, kde byla houževnatost téměř zachována vůči hodnotě zkušebního vzorku (etalonu). Materiál ASA neodolává acetonu, proto i zde došlo ke zborcení zkušebního tělíska během expozice.
PC Blend
Pevnost v tahu:
Počáteční hodnota: 63 MPa = 100 %
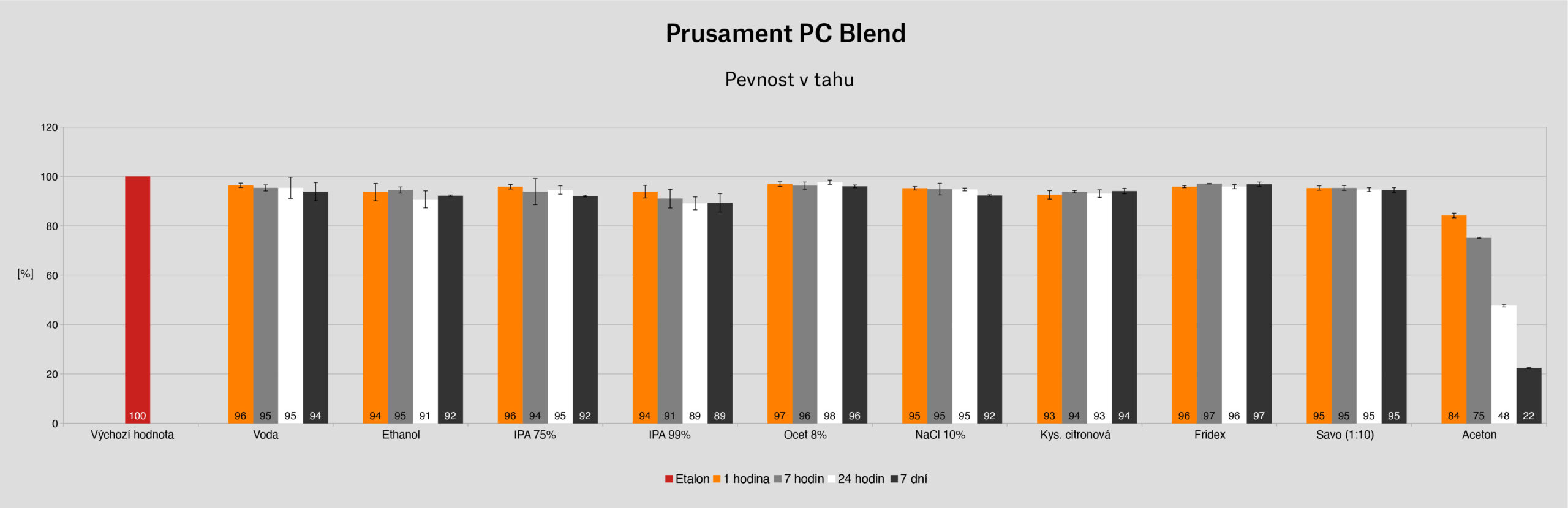
PC Blend se projevil jako pevnostně stabilní materiál, avšak je špatně odolný acetonu. Pevnost výrazně klesla při kontaktu s acetonem již po 24 hodinách a s delší expozicí byl úbytek pevnosti výraznější.
Rázová houževnatost (dle Charpyho):
Počáteční hodnota: 110 kJ/m2 = 100 %. Při měření nedošlo k přeražení zkušebního vzorku.
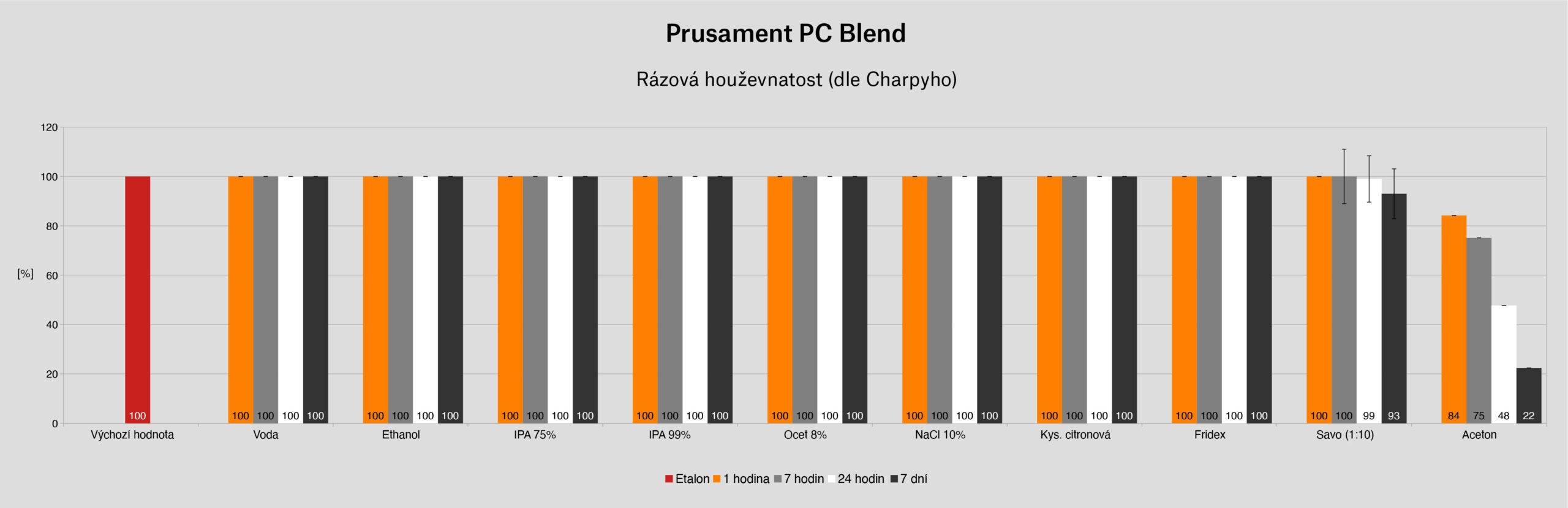
Hodnota 100% v grafu uvádí maximální měřitelnou energii pro přeražení testovacího tělíska (etalon). V praxi to znamená, že etalon a další testovaná tělíska s hodnotou 100% vydržela náraz kladiva o energii 4 J, aniž by došlo k jejich přeražení, či výraznému poškození. S přihlédnutím na rozměry vzorku lze tvrdit, že rázová houževnatost vzorků s hodnotou 100% je vyšší než 100 kJ/m2.
Závěr
Prusament PC Blend můžeme zařadit mezi jeden z našich chemicky nejodolnějších materiálů. Jeho vynikající vlastnosti potvrzují i testy chemické odolnosti. Pevnost v tahu je pro PC Blend vyšší oproti ostatním materiálům a výrazně neklesá ani pokud tištěné díly vystavíme vybraným chemickým látkám. Výrazně vyšší je rázová houževnatost PC Blendu, kterou si tento materiál dokáže zachovat i v chemicky náročném prostředí.

Z výsledků měření můžeme porovnat, jak vliv chemické látky ovlivní pevnost a houževnatost materiálu. Z testovaných materiálů jednoznačně vyniká PC Blend, který je i po podrobném testování nejhouževnatějším materiálem.
Bližší informace o našich materiálech najdete na našem webu prusament.com.
Reference:
- Heikkinen, I. T.; Kauppinen, Ch.; Liu, Z.; Asikainen, S. M.; Spoljaric, S.; Seppälä, J. V.; Savin, H.; Pearce, J. M. Chemical compatibility of fused filament fabrication-based 3-D printed components with solutions commonly used in semiconductor wet processing, Additive Manufacturing, Volume 23th ed. [online]; Elsevier, 2018. https://doi.org/10.1016/j.addma.2018.07.015 (accessed Aug 20, 2021).